📌 Категории самоделок
Как удалить печати, штампы, надписи, помарки и чернила с бумаги в домашних условиях
Самодельная антенна
Одноразовые ложки из пластиковой бутылки
Стусло из металлических уголков

Вариант открывалки для банок с винтовыми крышками

Это древнейшее ремесло, которое никогда не потеряет свою популярность. Приведены способы изготовления ювелирных изделий на дому.
Оборудование индивидуальной мастерской ювелира
Устройство, оборудование, оснащение. Ювелирная мастерская должна состоять минимум из двух помещений с приточно-вытяжной вентиляцией - основного места работы и подсобного помещения, где желательно производить операции, сопровождающиеся интенсивным выделением в воздух вредных паров и пыли (плавку, шлифовку, травление). Основное рабочее место должно быть универсальным и максимально удобным, поскольку здесь осуществляется большинство самых разных ювелирных операций. Мастеру необходимо иметь оборудованный различными приспособлениями и механизмами рабочий стол-верстак (рис. 1).
Обычно он представляет собой конструкцию из металла, дерева и пластика. Рекомендуемая площадь крышки стола 1500х1000 мм, высота конструкции - до метра. Крышку необходимо покрыть термостойким материалом. В центре стола делается небольшой овальный вырез в столешнице и расположенных под ней полках. Это создает значительные удобства и доступ ко всем частям верстака при работе на вращающемся кресле (с высокой мягкой спинкой, удобной для кратковременного отдыха). По обеим сторонам стола-верстака располагаются ярусы с выдвижными ящичками для инструментов с мягкой обивкой, предохраняющей их от повреждений. К верстаку подводятся топливная и воздушная коммуникации для ювелирных горелок, с помощью которых производится пайка. Стол снабжается необходимыми подставками, креплениями, подвижной настольной лампой, бормашиной, многоемкостной ванночкой, специальным ящиком с отделениями для содержания драгоценных металлов и камней (гофта). С торца выреза в крышке устраивается выдвижной выступ (финагель) для упора деталей при их обработке (шлифовке, резке), а в 300 мм под ним монтируется также выдвижной поддон, с вырезом по форме крышки стола, в который осыпаются опилки, стружки, обрезки драгметаллов.
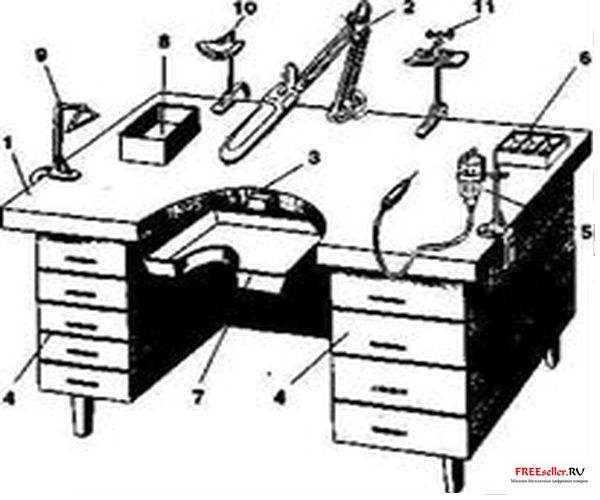
Рис. 1 .Рабочий стол-верстак: 1 - столешница; 2 - настольная лампа; 3 - финагель; 4 - ящики для инструмента; 5 - бормашина; 6 - ванночки; 7 - поддон для отходов; 8 - гофта; 9, 10, 11 - приспособления-держатели
Это лишь одно из приспособлений для обеспечения экономного расходования и максимального сбора и улавливания отходов ювелирного производства. Помещения мастерской необходимо также снабдить пылеулавливателями, а рукомойник - отстойником. Эти устройства будут собирать драгоценные частицы.
Инструментарий
Ювелирные инструменты, приспособления. Для изготовления и ремонта ювелирных изделий в частной мастерской необходим набор разнообразных инструментов: Напильники различных профилей: плоские, квадратные, трехгранные, ромбические, круглые, полукруглые, овальные; специальные: ножеобразные и полукруглые двусторонние. Самая крупная насечка - № 0, самая мелкая - № 5. Надфили используют для точных опилочных работ. Разновидности практически те же, что и у напильников. Специальные двусторонние надфили с изогнутой рабочей частью называются рифели; нерабочая часть рифеля квадратного сечения служит ручкой. Пинцеты применяют для удержания детали или припоя, выполнения гибки фрагментов изделия. Пинцеты различают по форме и конфигурации прижимных губок. Плоскогубцы, круглогубцы предназначены для удержания и изгиба деталей. Их также различают по профилю губок. Кусачки применяют для откусывания частей детали в нужном месте. Различают по виду рабочей и режущей частей. Ножницы (обычные и шпиц-ножницы с короткими ручками) используют для резки листовых и тонких деталей. Лобзик наподобие пилы по, металлу небольшого размера с полотном из стали, имеющим одностороннюю нарезку зубчиков. Применяют для нарезания пазов, вырезки узоров и других ювелирных операций. Молотки с бойками различных форм: плоские, закругленные, шаровидные, клиновидные - как металлические, так и из других материалов, в том числе из твердого дерева. Наковальни служат жесткой основой при обработке изделий молотком. Подразделяют по рабочей поверхности (брусковая, вставная, двурогая, ригель) -термообработанной и отполированной. Плиты и пуансоны применяют для штамповки и формовки деталей. Конфигурация пуансонов соответствует форме гнезд в плите. Изготавливаются из высококачественной легированной стали с термически закаленной, отшлифованной поверхностью. Волочильная доска- доска, в отверстия которой плотно всажены фильеры разного диаметра. Необходима для получения проволоки из драгоценных металлов малых сечений из более толстой различной конфигурации: круглой, квадратной, треугольной и др.
Измерительные инструменты ювелира (должны соответствовать принятому стандарту):
• настольные весы с разновесами;
• микрометр со шкалой делений от 0 до 25 мм и размером деления 0,01 мм;
• штангенциркуль со шкалой от 0 до 150 мм и делением 0,1 мм;
• металлическая линейка длиной 200 мм и делением 1 мм;
• кольцемер;
• пальцемер - от 15-го до 25-го размера;
• специальная масштабная металлическая линейка. Специальные инструменты (“спецназ” ювелира):
• штихель для гравировки;
• чеканы для чеканки;
• шаберы для шабрения;
• инструменты для закатки и обжатия металла при закреплении камней на изделии;
• приспособления для гибки шинки колец (“девятка”) и для захвата кольца при закреплении камня (“шнальценка”).
Наборы режущих инструментов для обработки деталей с применением бормашины
• сверла;
• фрезы (боры);
• абразивные круги.
Для плавки драгоценных металлов в малых количествах используются огнестойкие (в пределах плавильных температур драгметаллов) керамические ложки.
Орудия для сбора отходов:=
• волосяная щетка с короткой ручкой и плоской кистью - для удаления с тисков опилок и сметания их в поддон верстака;
• специальный совок;
• магнит;
• цилиндрическая коробка с горизонтальной сетчатой перегородкой и плотной крышкой для хранения собранных отходов; на сетке остаются более крупные опилки и другие частицы драгоценных металлов, которые затем переплавляются в слитки, используемые для дальнейшего производства.
Более подробное описание инструментов и их назначения будет дано при изложении конкретных операций.
Необходимве химические реактивы:
Для растворения металлов и обработки изделий применяются необходимые химические реактивы.
Кислоты.
Серная - бесцветная, маслянистая, тяжелая жидкость с температурой кипения 338 град. С, плотность 1,84 г/см3. При смешивании с водой выделяет много тепла; приготавливая раствор, кислоту вливают в воду, а не наоборот, во избежание выброса жидкости из емкости, что может причинить ожог при попадании ее на тело. Концентрированная серная кислота обугливает дерево, кожу, растворяет многие металлы, образуя сернокислые соли. Используется при травлении, для составления отбеливающего раствора очистки буры и придания соответствующего цвета основному металлу. Азотная - бесцветная жидкость, температура кипения 86 град. С, плотность 1,52 г/см3. Разрушает ткани, растворяет различные металлы, образуя азотнокислые соли. Служит для травления драгоценных и цветных металлов и составления отбеливающего раствора. Используется в основном в виде водных растворов различной концентрации, является одной из составных частей “царской водки” (смеси 1 части азотной и 2-3 частей соляной кислот, которая растворяет металлы, не поддающиеся воздействию каждой из кислот в отдельности - золота, серебра).
Соляная - бесцветная жидкость с резким запахом, плотность 1,19 г/см3, употребляется для травления цветных (и черных) металлов, компонент “царской водки” и отбеливающего раствора. Плавиковая - водный раствор 35-40%-го фтористого водорода. Получают воздействием серной кислоты на плавиковый шпат, в результате чего образуется газ, растворение которого в воде образует данную кислоту. Плавиковая кислота- бесцветная жидкость с резким запахом, температура кипения 19,5 град. С. Растворяет двуокись кремния, т.е. в стеклянной посуде ее хранить нельзя, как все другие кислоты. Для ее хранения используют хлорвиниловые, полиэтиленовые и другие емкости. Применяется для травления стекла, очистки литья от формовочной массы.
Щелочи.
Едкий натрий - гидрат окиси натрия, каустическая сода, растворяется в воде, выделяя много тепла, гигроскопичен, сильнодействующая щелочь (разъедает ткани, кожу), температура плавления 318 град. С, температура кипения 1388 град. С, хранится в герметичных железных емкостях. Едкий калий - твердая непрозрачная масса с лучистым изломом, по свойствам сходен с едким натрием, температура плавления 360 град. С, температура кипения 1324 град. С, применяется для обезжиривания и оксидирования, способ хранения тот же. Нашатырный спирт - гидрат окиси аммония, раствор аммиака в воде, используется для нейтрализации кислоты на изделиях после травления и в других целях.
Соли.
Это те же кислоты, в составе которых вместо водорода металл. Сода - общее название различных по составу химических соединений натрия; различается кальцинированная, каустическая, двууглекислая; белый мелкий порошок, растворяется в воде. Поташ - порошок белого цвета, гигроскопичен, легко растворяется в воде. Бура - водная натриевая соль борной кислоты; бесцветные кристаллы или порошок, растворяет при расплавлении окиси металлов, песок и глину, образуя легкоплавкие хрупкие соединения, называемые шлаками,- свойство, благодаря которому буру применяют при плавке металлов и паянии.
Медный купорос - сернокислая медь, кристаллы сине-голубого цвета, применяется при меднении, латунировании и оксидировании. Сернокислая закись - окись меди, применяется при меднении и оксидировании. Азотнокислое серебро (ляпис) получают растворением серебра в азотной кислоте с последующим выпариванием полученного раствора; большие белые кристаллы ромбической формы, температура плавления 208,5 град. С, применяется при серебрении. Яд, легко растворяется в воде. Хлористое серебро - белый порошок, температура плавления 455 град. С. Получают добавлением к раствору азотнокислого серебра соляной кислоты или поваренной соли до прекращения выделения белого осадка, который фильтруют, промывают и сушат в темноте при 80-90 град. С. Растворяется в цианистом калии и растворе аммиака (в воде и кислотах не растворяется). Применяется при составлении электродов для серебрения. Хлорное золото получают воздействием хлора или “царской водки” на золотой металл; образовавшийся после выпаривания раствора осадок реакции растворяют в воде; применяется в электролитах для золочения.
Цианистое серебро - результат реакции азотнокислого серебра с цианистым калием, применяется в гальванотехнике для серебрения. Цианистый калий используется в электролитах для золочения и серебрения. Известен как сильнодействующий яд. Цианистый натрий по свойствам близок к цианистому калию.
ДРАГОЦЕННЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СПЛАВОВ И ЗАГОТОВОК ИЗ НИХ
В чистом виде драгоценные металлы не используются из-за их невысокой твердости и прочности. Для изготовления ювелирных изделий применяют их сплавы в различных комбинациях. Недрагоценные (цветные) металлы используются практически как легирующий материал в сплавах с драгоценными металлами, которым они придают твердость, прочность, коррозийную стойкость, изменяют пластичность, цвет, температура плавления, другие свойства.
Драгоценные металлы и их сплавы
Металлы. Золото - желтого цвета, мягкое, обладает высокой пластичностью, температура плавления 1063 град. С, температура кипения 2530 град. С. Легко поддается термической обработке, полировке. Химически устойчиво в воздухе, воде и кислотах (исключение составляет лишь смесь азотной и соляной кислоты - “царская водка”). Воздействие на этот металл оказывают хлор, бром и фтор. В чистом виде не используется (только в сплавах с другими металлами) из-за невысокой прочности и твердости. Серебро - белого цвета, мягкое, легко поддается ковке, обладает высочайшей из всех металлов тепло- и электропроводностью. Температура плавления 960,5 град. С, температура кипения 1955 град. С. Легко поддается механической обработке и полировке. Химически устойчиво в воздухе и воде, но при наличии в воздухе сероводорода покрывается налетом сульфида серебра и темнеет. Растворяется в азотной и горячей концентрированной соляной кислотах. Как и золото, в чистом виде не используется. Платина - серебристо-белого цвета, мягкая, легко поддается ковке, механической обработке и полировке, температура плавления 1773 град. С, температура кипения 4300 град. С Обладает низкой тепло- и электропроводностью. Практически не реагирует на воздух, воду и кислоты (за исключением той же смеси, что и золото). Из-за недостаточной твердости используется только в сплавах с другими металлами. Палладий - серебристо-белого цвета, светлее платины, легко поддается ковке, механической обработке. Температура плавления 1554,5'С, температура кипения 2200 град. С. Химически устойчив в воздухе и воде, растворяется в азотной кислоте и ее смеси с соляной. В чистом виде также не используется, служит как легирующий металл для повышения прочности золота и платины.
В платиновую группу металлов входят также иридий, родий, которые по своим свойствам сходны с платиной; ювелирами используются очень редко.
Сплавы Количество драгоценного металла в сплаве зависит от заданной пробы. Золото В золотых сплавах наиболее часто в различных сочетаниях используются серебро, медь, являющиеся основными составляющими сплавов, и платина, палладий, цинк, кадмий, никель, которые применяются в качестве добавок для придания сплаву определенного цвета (оттенка).
3олото - серебро - медь (Au-Ag-Cu): желтого цвета, обладает высокой прочностью и в то же время легко поддается обработке механическим способом и методом литья.
3олото - серебро (Au-Ag): цвет - от желтого до белого в зависимости от количественного содержания серебра. Также легко обрабатывается, но изготовляется редко из-за бледного цвета.
3олото - платина (Au-Pt): тоже варьирует цвет от желтого до белого - в зависимости от количества платины. Из-за белого цвета сплав называют “белое золото”. Золото-палладий (Au-Pa): та же цветовая характеристика. Сплав твердый и тугоплавкий, из-за чего крайне редко применяется в ювелирном производстве. Золото-кадмий (Au-Ca): варианты цвета - от желтого до серого (от количества кадмия). Сплав хрупкий и редко применяемый. Серебро. В серебряных сплавах в качестве легирующих материалов в разных пропорциях используются медь, цинк, кадмий, никель и алюминий.
Серебро - медь (Au-Cu): цветовая гамма - от блестяще-белого до красновато-желтого (в зависимости от содержания меди). Сплав тверже чистого серебра при достаточной пластичности. Серебро-цинк (Ag-Zn): цвет белый, высокая пластичность, легко поддается механической обработке. Серебро-кадмии (Ag-Ca): белого цвета, высокая твердость, но при содержании более половины кадмия сплав становится хрупким. Серебро-алюминий (Ag-Al): бело-серого цвета. При содержании более 6% алюминия сплав хрупкий, а до этого предела пластичен. Серебро-медь-кадмий (Ag-Cu-Ca): цвет белый. Сплав пластичен, не тускнеет, легко обрабатывается. Серебро-медь-цинк (Ag-Cu-Zn): бело-серого цвета. Малая добавка цинка делает сплав серебро-медь жидко-текучим, он используется в основном как припой, обладающий высокой пластичностью и легко обрабатываемый.
Платина Платиновые сплавы (с золотом, палладием, иридием) используются в ювелирном производстве для изготовления оправ под бриллиантовые камни.
Недрагоценные цветные металлы и их сплавы Назначение цветных металлов в ювелирном производстве -лигатура, т.е. они используются в составе сплавов драгоценных металлов в качестве легирующих материалов для придания им новых качеств, указанных в начале этого раздела. Некоторые из них (медные сплавы с гальванопокрытием и анодированием с целью имитации цвета золота, серебра) применяются самостоятельно - для галантерейных изделий (ювелирная галантерея). В сплавах с драгоценными металлами как легирующие используются такие цветные металлы: медь, цинк, кадмий, никель, свинец, олово. Медь- красного цвета, мягкая, тягучая, температура плавления 1083 град. С, температура кипения 2310 град. С, легко поддается механической обработке. Сильно окисляется под воздействием углекислого газа (становится зеленого цвета в виде пленки, ликвидируемой полировкой, однако блеск меди долго не сохраняется). Растворяется в кислотах:
• азотной - азотнокислая медь;
• в смеси азотной и соляной (“царская водка”) - хлорная медь;
• серной - медный купорос;
• соляной - хлорид меди.
Встречается в природе в самородках и рудах. Обладает высокой тепло- и электропроводностью. Не применяется в чистом виде.
Медные сплавы: Латунь- сплав меди с цинком, содержащий не менее 50% меди с добавками свинца, олова, никеля, железа и других металлов, желтого цвета. Латунь марки “томпак” содержит 10% цинка, используется для ювелирных изделий с покрытием, золотистого цвета. Бронза - сплав меди с оловом (оловянистые сплавы), алюминием, кремнием (безоловянистые сплавы). Используются чаще оловянистые бронзы, обладающие высокой прочностью, противокоррозийной стойкостью, легкой жидкоте-кучестью и не малой усадкой. Нейзильбер - с никелем и цинком, состав: 65% меди, 20% цинка и 15% никеля; отличается высоким электросопротивлением и противокоррозийной стойкостью, обладает высокой твердостью и упругостью, температура плавления 1050 град. С. Из нейзильбера производится столовая посуда и некоторые ювелирные элементы, требующие повышенной упругости - пружины, иглы, штифты. Мельхиор - с никелем (80% меди и 20% никеля), легко поддается механической обработке, тягучий, температура плавления 1170 град. С. Из мельхиора иготавливается столовая посуда, вилки, ложки, другие кухонные предметы методом холодной штамповки. Цинк - голубовато-белого цвета, взаимодействуя с воздухом, покрывается плотным защитным слоем серого цвета с голубым отливом, температура плавления 419,5'С, температура кипения 906 град. С, хрупкий, легкий на излом при комнатной температуре, при температуре более 100'С (до 150 град. ) становится ковким, а при +200 град. - вновь хрупким, легко обрабатывается. Растворяется в кислотах:
• соляной - хлористый цинк;
• азотной - азотнокислый цинк;
• серной - сернокислый цинк.
Применяется в качестве легирующей составной в сплавах драгоценных металлов и для изготовления припоев (пайки). Кадмий- серебристо-белого цвета, мягкий, пластичный, температура плавления 320,9 град. С, температура кипения 765'С, в воздухе окисляется, покрываясь защитной пленкой серого цвета. Применяется аналогично цинку. Никель - также серебристо-белого цвета, с ярким блеском, твердый, тугоплавкий, температура плавления 1455 град. С, температура кипения 3000 град. С, обладает ковкостью, гибкостью, тягучестью, устойчив в воздухе (никелированные сантехнические изделия). Используется в качестве лигатуры в золотых сплавах, придавая им белый цвет. Свинец- синевато-серого цвета, блестящий, мягкий, пластичный, температура плавления 327 град. С, температура кипения 1525 град. С, в воздухе покрывается налетом тускло-серого цвета, в воде на его поверхности образуется толстый слой карбоната и сульфата свинца, защищая металл от коррозии. Растворяется в азотной кислоте, не реагирует на соляную и серную. Применяется для получения припоев и в пробировании драгоценных металлов методом купелирования. Олово - серебристо-белого цвета, ковкий, пластичный металл, температура плавления 231,9 град. С, температура кипения 2275'С, в воздухе приобретает защитный окисный слой. Растворяется в соляной кислоте, образую хлорид; взаимодействуя с концентрированной азотной кислотой, дает оловянную кислоту в виде серного порошка, который растворяется в разведенной азотной кислоте. Из олова получают мягкие легкоплавкие припои. Алюминий - серебристо-белого цвета, с голубоватым оттенком, покрывается тонким защитным слоем окисла, очень пластичный, легко прокатывается, куется, штампуется. Используется в сплавах и для изготовления различных украшений с их анодированием и окраской.
ПРОБИРОВАНИЕ ДРАГОЦЕННЫХ МЕТАЛЛОВ, ИХ СПЛАВОВ И ИЗДЕЛИЙ ИЗ НИХ
Пробирование - определение состава сплава. Используемые драгоценные металлы, их сплавы, из которых изготовлены украшения, учитываются в соответствии с пробой, определяющей количество и качество того или иного металла, содержащегося в сплаве. Пробу на изделии указывает к л е й м о. Виды проб:
• золотниковая (применялась в царской России и до 1927 г.) означает количество золотников металла в фунте лигатерного сплава (один фунт равен 96 золотникам; например, золотой сплав 56 пробы содержал 56 золотников чистого золота и 40 золотников других металлов);
• метрическая- проба учитывает количество чистого золота в 100 массовых единицах лигатурного сплава, введена после золотниковой в таком пересчете: золотниковую пробу умножают на 1000 и делят на 96 (по количеству золотников в сплаве 56 пробы - 56 плюс 40);
• каратная - применяется в западных странах (для перевода в метрическую нужно умножить на 1000 и разделить на 24).
• Чистое золото, серебро соответствует пробе 999,9 (при расчетах округляется до 1000). Например, 750-я проба означает: в сплаве 750 частей чистого золота и 250 частей других металлов.
Действующие пробы
• изделий из золота - 375, 500, 583, 750, 958;
• из серебра - 750, 800, 875, 916, 960;
• из платины - 950;
• из палладия -500, 850;
• для зуботехнической продукции (золотых дисков) - 900, 916.
Пробу определяют поэтапно - самого используемого металла, лома драгоценностей и готового изделия.
Методы определения пробы
• капельный- нанесение на пробируемый металл, лом или сплав, на само изделие раствора хлорного золота или других пробирных реактивов;
• определение на пробирном камне с эталонами (пробирными иглами).
Это самые доступные методы пробирования при индивидуальном производстве.
Самым точным является муфельный метод пробирования, или горячий анализ, но его можно произвести только в химической лаборатории, которая располагает муфельными и тигельными печами. Итак, о наиболее доступных способах пробирования драгоценных металлов в частной мастерской. Капельный метод осуществляется с помощью раствора хлорного золота и пробирных реактивов. Хлорное золото получают воздействием хлора или “царской водки” на золотой металл. Образовавшийся при этом темно-коричневый раствор выпаривают, а осадок растворяют в воде. На зачищенную надфилем поверхность пробируемого металла, сплава, лома опускают каплю раствора хлорного золота, на смоченном месте сразу появляется пятно от выделившегося осадка золота. Цвет его от примеси образовавшегося раствора хлорной соли пробируемого материала принимает различные оттенки, по которым в соответствии с установленными данными (приведены в табл. 1) определяют пробу сплавов драгоценных металлов.
Таблица 1. Результаты воздействия хлорного золота на пробируемые материалы
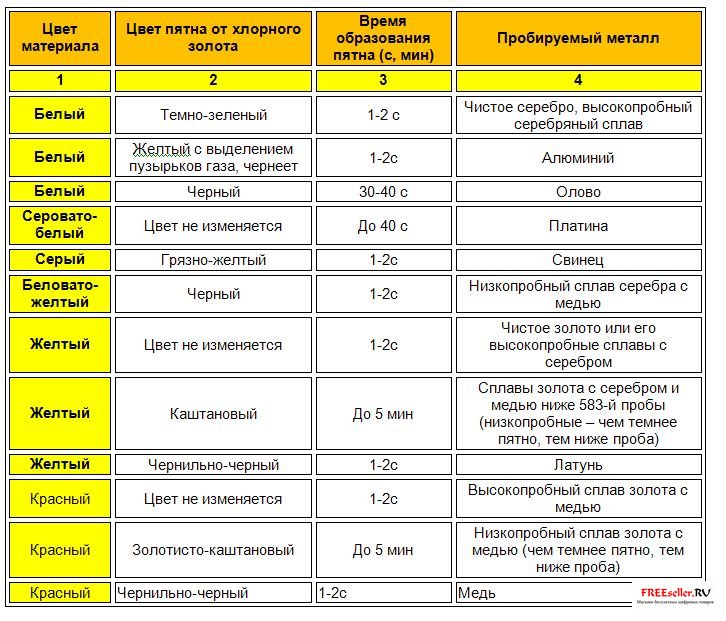
С помощью хлорного золота можно пробировать слитки, лом, изделия до 600-й пробы содержания в них золота. Кислотные реактивы позволяют пробировать сплавы золота 375, 500, 583, 750, 833, 900, 916, 958-й проб. Кислотный реактив для пробирования золота 958-й пробы применяют и для анализа сплавов платины. Кислотные реактивы применяют также для пробирования сплавов серебра. Двухромовокислый калий (хромпик), раствор оранжевого цвета, используется от 500-й пробы серебра и выше. 2-3 капли раствора в одно и то же место, снимаемые затем фильтровальной бумагой, оставляют светло-коричневое пятно, а начиная с 750-й пробы - красное (чем оно интенсивнее, тем выше проба). На сплавах 916-й пробы и выше образуются ярко-красные пятна. Азотнокислое серебро (ляпис), прозрачный раствор, также для пробирования серебра. На сплавах 750-и пробы и выше оставляет светло-серые пятна, на низкопробных - густые, белые, до темного цвета (чем темнее, тем ниже проба). На флаконах с реактивами обязательно должны быть наклейки с указанием их назначения и пробы золота. Реактивы для пробирования цветных металлов разлагаются на свету, поэтому хранить их необходимо в темном месте или в непрозрачных емкостях. При флаконе каждого реактива должна быть своя капельница.
ЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ
Заготовительные операции - это практически начало процесса изготовления ювелирных изделий, включающее непосредственное производство сплавов нужного состава и отдельных деталей будущего изделия. Основные операции заготовки металла необходимого состава и профиля состоят из плавки, ковки, прокатки, волочения, а по изготовлению элементов украшения - слесарно-механических работ, штамповки, отливки по образцу. Технологические процессы пластической деформации металлов и их сплавов требующих термической обработки и отбеливания (очистки поверхности сплавов) после каждой технологической операции.
Плавка При выполнении конкретного заказа для получения сплава необходимой пробы и профиля применяется индивидуальная плавка (имеется в виду плавление небольшого количества металлов. Выполняется она ювелиром непосредственно в его мастерской в плавильной чаше или ковше. Металлы при таком способе плавления легко нагреваются открытым пламенем горелки и сплавляются в слитке или выливаются в заготовительную форму (изложницу) для получения после остывания нужной заготовки (детали). Пламя должно быть сильным (шумящим), с вытянутой восстановительной зоной. Металлы, добавляемые в сплав с драгоценными металлами, называются лигатурой. Для определения состава рассчитывают шихту. Для упрощения расчетов воспользуйтесь приведенными ниже таблицами 2 и 3, в которых указаны доли компонентов в процентном соотношении к общей массе сплава той или иной пробы определенного драгоценного металла. Сплав драгоценных металлов и лигатуры получают при высоких температурах плавления. Атомы металлов освобождаются от внутрикристаллических связей, кристаллиты распадаются, и между ними образуется все больше жидкого металла. Процесс размягчения металлической структуры длится до того момента, когда вся масса из твердого состояния перейдет в жидкое. Для улучшения плавки применяется флюс (бура) из расчета 0,5 г на 10 г сплава. При охлаждении на стенках плавильной чаши флюс образует глазурь, предохраняя расплав от доступа кислорода, и растворяет окислы. Формы для разлива сплавов должны быть абсолютно чистыми и смазанными машинным маслом. Вначале плавят драгоценные металлы, а затем добавляют цветные.
Ковка Цель этой операции - изменение поперечного сечения заготовки (слитка) в горячем или холодном состоянии без снятия стружки. Продуктивна ковка слитка сразу после плавки, поскольку позволяет уплотнить его и ликвидировать возникшие в процессе плавления трещины и поры в металлической структуре. Необходима ковка и при изготовлении элементов ювелирного изделия - этому способствуют высокие пластические свойства сплавов драгоценных и цветных металлов. Различают два вида ковки - предварительная и окончательная; черновая проводится для подготовки слитка к дальнейшей деформации (прокаткой, волочением), с помощью чистовой ковки изделию придают окончательную форму. Начинают кузнечную обработку бережными ударами молотка, постепенно их усиливая, а в промежутках между ударами металл отжигают и охлаждают в воде.
Таблица 2. Свойства и состав сплавов золота

Таблица 3. Свойства и состав сплавов серебра

От формы бойка молотка, вида наковальни и силы ударов зависит степень и направление деформации слитка.
Прокатка Применяется для получения заготовок из листового материала методом штамповки или из прутков определенного сечения и толщины. Этот технологический процесс также основан на пластичности сплавов драгоценных металлов. В индивидуальной мастерской используют прокатные вальцы с ручным приводом. Для листового материала применяют вальцы с гладкими валками, для прокатки проволоки -фасонные, с кольцевыми проточками, соответствующими по сечению форме профиля прокатываемой проволоки. На листовой прокат воздействует только вертикальное давление (сверху и снизу), на проволочный - и горизонтальное, боковое. Прокатываемый лист пусть и незначительно, но расширяется в стороны, а при прокатке проволоки такое недопустимо. В процессе прокатки возрастает твердость металла. Для снятия этого напряжения и поддержания пластичности сплава необходимо периодически проводить отжиг (после уменьшения толщины листа или сечения проволоки на 50%). Направление прокатки рекомендуется изменять только после промежуточного отжига, также как и сокращение расстояния между валками или перевод проволоки в следующую проточку.
Волочение Подготовка небольшого количества проволоки производится вручную. Волочение-это протягивание проволоки через коническое отверстие фильеров с целью сужения ее поперечного сечения до сечения протяжного отверстия данной фильеры. Величина усиления протяжения должна соответствовать величине натяжения: если тяга превосходит натяжение, проволока порвется. Особенно это касается проволок тонкого сечения. Через фильеры волочильной доски (рис. 2) протягиваются только прокатанные проволоки. Между переходами от одной фильеры к другой (с меньшим сечением протяжного отверстия) производится отжиг проволочного материала. Алмазные фильеры износостойкие и позволяют заготавливать калиброванную проволоку. Волочильную доску зажимают в тиски с мягкими губками; проволоку, просунутую заостренным концом в нужную фильеру, захватывают специальными плоскогубцами с острыми насечками и Протягивают ручным способом.
Штамповка Состоит из двух операций: вырубки контура детали и ее формовки.
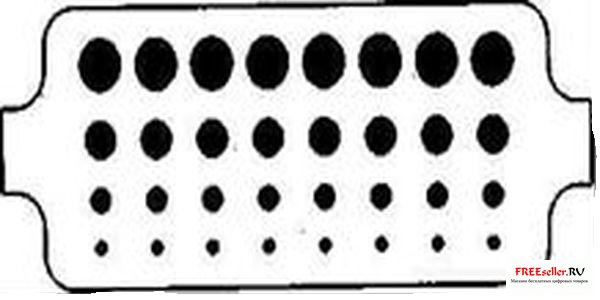
Рис. 2. Волочильная доска с фильерами разного диаметра
Несложные тонкостенные элементы изделия вырубают вручную ударами молотка по пунсону, а штамп устанавливается на металлической плите (матрице). Конструкция штампа зависит от формы детали и изготавливается в два этапа: 1) вырубка, 2) пробивка. В зависимости от конструкции штампа подготавливается листовой сплав соответствующего профиля (толщины листа, ширины полосы). Необходимая толщина достигается прокаткой, а ширина (соответственно расстоянию между направляющими штампа) - путем разметки и резки полосы (ножницами). Формуют заготовку путем пластической деформации, придавая ей нужную форму. Основное условие качественной формовки - отсутствие после деформации разрушения металла. Формовка складывается из трех последовательных действий: гибки, вытяжки и отбортовки. Гибка имеет целью деформацию заготовки в специальном желобе гибочного штампа ударом молотка с соответствующим бойком по оправке, которая вдавливает металл в стенки желоба определенной формы. Вытяжка дает возможность (плавным нажимом пресса) получить из плоской заготовки деталь с образовавшейся сферой в виде колпачка. Путем протяжки можно удлинить полую тонкостенную деталь за счет сужения ее стенок (зазор между пуансоном и матрицей устанавливается меньше толщины стенок заготовки). Отбортовке подвергаются наружные кромки детали или отверстия в ней. Отбортовку осуществляют деформированием в роликах.
Отливка по образцу (центробежное литье) В частной мастерской доступно использование настольной центрифуги для отливки детали по образцу-эталону (модели) или литейной форме, изготовленной из тугоплавкого металла. На верхнем конце вертикально расположенной оси, нижний конец которой закреплен в специальных подвижных опорах, крепится коромысло с равновеликими плечами, на котором подвешиваются специальные емкости-подвески. В одной из подвесок устанавливается литейная форма, а в другой - соответствующий противовес. Для безопасности центрифуга ограждается защитным кожухом на случай падения литейной формы или противовеса. Запуск (рывком шнура) производится сразу после заливки расплавленного сплава. Эта операция позволяет изготавливать украшения сложной конфигурации, обеспечивая требуемую точность, получать тонкостенные отливки с высокой чистотой поверхности, что исключает дополнительную механическую обработку.
Механическая обработка Без нее невозможно обойтись при изготовлении изделий в индивидуальной мастерской, где большинство операций производится ручным способом. Разметка- перенос рисунка детали и его размеров на заготовку (для этого используются чертилки, циркуль, масштабная металлическая линейка, кернеры, разметочные плиты). Разрезание листа или пластины производится по произведенной разметке с помощью ножниц. Распиливание по разметке осуществляется лобзиковой пилой. Разновидность этой операции -выпиливание узоров. Сверление- операция для получения углубления или отверстия цилиндрической формы. Керном намечается центр выемки или отверстия. Работа производится на жесткой основе верстака (лучше использовать финагель - для уменьшения потерь драгоценного сплава). Под деталь во избежание порчи финагеля, стола или поломки сверла подкладывается предохранительная дощечка. Применяются ювелирные-перовые, спиральные и центровые сверла (последние предназначены для получения цилиндрических углублений с плоским дном для закрепления в оправе жемчуга, непрозрачных ювелирных камней).
Фрезерование - обработка металла с помощью фрезы (вращающегося режущего инструмента, позволяющего обрабатывать как плоские, так и выпуклые поверхности детали (в зависимости от формы фрезы), которые нельзя обработать напильником. Ювелирные фрезы изготавливаются вместе с хвостовиком, который закрепляется в патроне гибкого вала бормашины, установленной на рабочем столе ювелира. Различаются фрезы-боры: коническая, цилиндрическая торцевая, комбинированная остроконечно-цилиндрическая, шаровая, плоская сферическая, фасонная (см. рис. 3).
Опиливание - обработка поверхности детали режущим инструментом, в результате чего снимается определенный слой. Для этого заготовка закрепляется в настольные тиски (или специальные ручные). Опиливание производится по нанесенной разметке напильниками, затем надфилями.
Термическая обработка
Основные виды термообработки: отжиг, закалка, отпуск. Определяющие факторы процесса термообработки - температура и скорость нагревания, выдержка времени воздействия необходимых температур на обрабатываемый объект и скорость последующего охлаждения.
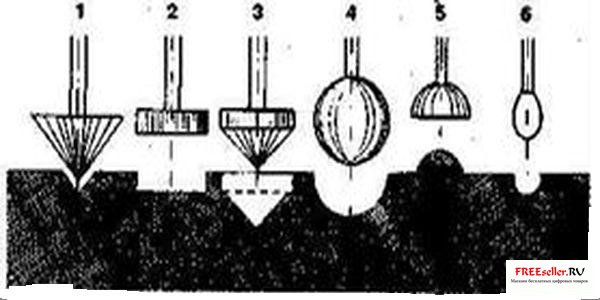
Рис. 3. Фрезы: 1 - коническая; 2 - цилиндрическая торцевая; 3 - комбинированная остроконечно-цилиндрическая; 4- шаровая; 5- плоская сферическая; 6 - фасонная
В ювелирном деле в качестве термовоздействия на изделия главенствует отжиг. Эта операция производится периодически. Отжигу подвергаются драгоценный лом, готовящийся к литью, готовые отливки при их обработке (при ковке, прокатке, волочении), а также после пайки деталей изделия. Отжиг состоит их трех моментов: нагрева, выдержки, охлаждения сплава. Необходимо соблюдать равномерность нагрева и особенно охлаждения во избежание термического напряжения в слитке. Отжиг рекомендуется производить пламенем горелки при минимальном температурном режиме, но и при минимальной длительности в то же время. Сплавы золота отжигают при температуре 700-750 град. С, сплавы серебра - при 600-650 град. С, сплавы меди - при 600-700 град. С. При охлаждении происходит упорядочение атомов в кристаллической решетке сплава. Для сдерживания окисляемости отжиг производится как можно реже. А сплавы, склонные к окислению, должны нагреваться скрытыми борной кислотой, что к тому же сохраняет полировку. Это особенно важно при отжиге готовых изделий, сданных в ремонт.
Отбеливание Цель этой ювелирной операции - очистка поверхности слитков, элементов и готовых изделий от окислов и удаление остатков после предыдущих работ (плавки, пайки, отжига). Состав отбеливающего раствора определяется видом сплава, подлежащего отбеливанию. Длительность процесса отбеливания зависит от температуры и концентрации раствора. Сплавы золота достаточно отбеливаются 7-10%-ным раствором азотной кислоты при температуре 60-70 град. С. Применяются также 5-10%-ный раствор соляной кислоты при температуре 40-60 град. С и 10-15%-ный раствор серной кислоты при температуре 60-70 град. С. Продолжительность отбеливания не более 30 секунд в зависимости от степени окисления и образования остаточного флюса. Сплавы серебра отбеливаются в 5-10%-ном растворе серной кислоты при температуре 40-50 град. С за 30 секунд, а также в 1-2%-ном растворе соляной кислоты при температуре 30-40 град. С за минуту. Изделие или его части в кислотоупорном сетчатом пластиковом ковше или взятые медным пинцетом окунают в нагретый раствор в ванночку из огнеупорного стекла или фарфора, снабженную кислотоупорным кожухом и установленную на нагревательный прибор. После полного исчезновения с поверхности украшения остатков флюса и окислов его промывают. Изделие или его часть опускают специальным медным пинцетом в соответствующий раствор, нагретый в медном ковше с удлиненной ручкой (непроводящей тепло) газовой настольной горелкой до нужной температуры, выдерживают заданное время, вынимают, промывают в банке с водой и сушат. Нельзя пользоваться стальным (медицинским) пинцетом, который может оставить налет на слитке или украшении.
МОНТАЖ ЭЛЕМЕНТОВ ЮВЕЛИРНЫХ ИЗДЕЛИЙ Основные операции монтажа изделий:
• пайка;
• сборка подвижных соединений;
• опиливание и шабрение.
Пайка - это операция, в результате которой происходит соединение готовых деталей в твердом состоянии посредством расплавленного связующего металла или сплава (припоя), имеющего более низкую температуру плавления, чем соединяемые элементы. Причем, в отличие от сварки, когда оплавляются кромки или торцы соединяемых частей, при пайке расплавляется только припой, обволакивающий паяемые детали и превращающий их после застывания в единое целое, т.е. готовое изделие. Спаиванию способствует добавление флюса, который с улучшением соединения частей изделия удаляет окислы в местах пайки. Припои должны соответствовать следующим параметрам: плавиться до размягчения спаиваемых деталей; растекаться по твердым элементам изделия; соединение припоя с деталями украшения должно быть долговечным. Для практичности, удобства применения припоев из них изготавливают фольгу, ленту, прутки, проволоку. Металлы и сплавы с низкой температурой плавления паяют мягкими припоями, с высокой -твердыми. Основа мягких припоев олово-свинец; твердые припои готовятся на основе золота, серебра. Применяются и припои на основе меди (медно-цинковые, медно-фосфорные) с добавкой олова, марганца, железа, алюминия и других металлов. Приводим таблицы 4-6, содержащие сведения о составе и температурном режиме плавления мягких и твердых припоев (на основе золота и серебра). Флюсы -активные химические вещества, применяемые для снижения поверхностного напряжения и улучшения растекания жидкого припоя, а также для очистки поверхности паяемого сплава от окислов. В качестве флюсов для облегчения пайки ювелирных изделий используются растворы буры и борной кислоты. Выбор флюса зависит от степени окисления сплава, подлежащего пайке. Универсальным флюсом для пайки золотых сплавов является водный раствор буры с борной кислотой в соотношении один к одному по объему. Для его приготовления равные части буры и борной кислоты тщательно перемешивают, растирают и растворяют в дистиллированной воде, нагревают до выпадания твердой фазы. Образовавшуюся смесь растирают до гладкой массы, разбавляют дистиллированной водой до получения жидкой пасты и охлаждают. Такой флюс удобно использовать в процессе пайки, поскольку он легко проникает в зазоры спаиваемых деталей.
Качество флюса, степень его пригодности определяют на чистой пластинке основного компонента припоя: сверху наносят флюс, снизу нагревают горелкой; если после выпаривания оставшийся белый налет, расплавляясь, равномерно растекается по металлу, флюс вполне пригоден. Если же он собирается в шарики, то с данным металлом несовместим. Реакция флюса на окислы определяется после промывки пластинки: если она остается чистой, флюс активен и надежно защищает поверхность данного металла от воздействия высоких температур паяния.





