📌 Категории самоделок
Как удалить печати, штампы, надписи, помарки и чернила с бумаги в домашних условиях
Самодельная антенна
Одноразовые ложки из пластиковой бутылки
Стусло из металлических уголков

Вариант открывалки для банок с винтовыми крышками
![]()
Ни на мотоцикле, ни на мотороллере без защитного шлема не поедешь — таково непреложное требование Госавтоинспекции. Но, к сожалению, шлемов, полностью удовлетворяющих требованиям безопасности, наша промышленность выпускает явно недостаточно, поэтому многие мотогонщики и мотоциклисты-любители делают их своими руками.
Вот несколько вариантов шлемов-«интегралов», разработанных московскими картингистами под руководством К. Кругликова. Эти шлемы (рис. 1) лучше, чем открытые, защищают голову спортсмена от травм. Так что их появление не даyь эстетике (хотя и это немаловажно - выглядят «интегралы» намного лучше, чем стандартные «колпаки»), а результат возросших скоростей на авто- и мото трассах. Сделать такие шлемы по силам любому.
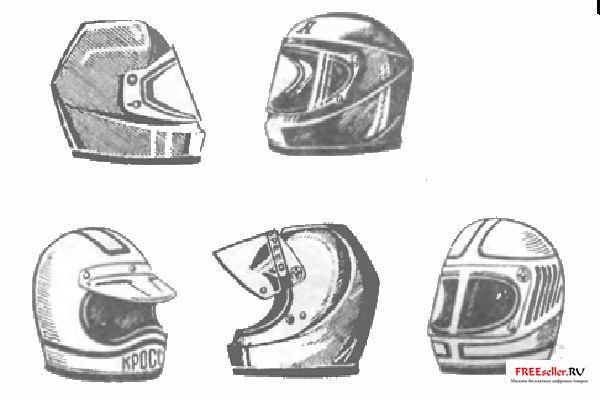
Рис. 1. Шлемы "интегралы", конструкции К. Потехина.
Но сначала о технике безопасности. Дело в том, что вы будете иметь дело со смолами, красками, растворителями, то есть с веществами, далеко не безвредными.
Перед началом работы руки необходимо намылить или покрыть силиконовым кремом; когда он высохнет, наденьте тонкие резиновые перчатки. Выклейку лучше всего производить на открытом воздухе, а если такой возможности нет, то под вытяжным колпаком и в респираторе. Чтобы не испортить одежду, пользуйтесь передником из прорезиненной ткани, клеенки или хотя бы полиэтиленовой пленки. При попадании смолы на незащищенные участки кожи немедленно удалите ее и промойте это место теплой водой с мылом.
При прорисовке внешнего вида, не пытайтесь изобрести уже изобретенное, постарайтесь предварительно подобрать всю необходимую для проектирования шлема информацию - картинки и фотографии.
После ориентировочного определения прототипа изобразите внешний вид шлема в трех проекциях и приступайте к изготовлению болвана. Его основой может послужить трехлитровая стеклянная банка. Выделка формы «интеграла» выполнена с помощью пластилина (желательно твердого, предназначенного для художественных работ). Размеры болвана должны в точности соответствовать размерам шлема без всяких припусков. Ориентировочные габариты одного из самых простых шлемов показаны на рисунке 2.
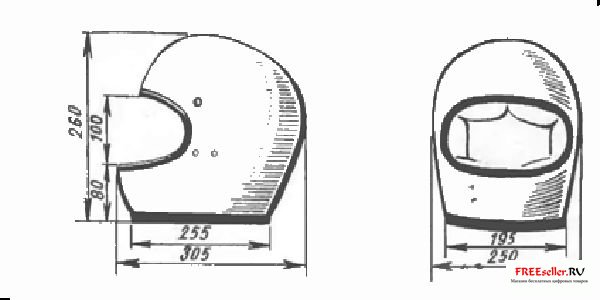
Рис. 2. Основные размеры и внешний вид простейшего шлема «интеграла».
Следующий этап - выклейка промежуточной матрицы. Она должна состоять из двух половин с отбортовками по плоскости разъема, толщина оболочки - 5- 10 мм.
Можно выклеивать сразу обе половины матрицы, разделив их по плоскости разъема перегородкой из промасленной бумаги или тонкого картона, а можно наносить композит сначала на одну половину болвана с пластилиновой перегородкой на плоскости разъема. Затем, удалив пластилин и смазав отбортовку разделительной мастикой, выклеить вторую половину. Разделительная мастика - это раствор воска в бензине, эмульсия на основе поливинилового спирта или же паркетная паста, например «Эдельвакс». Не снимая матрицы с болвана, просверлите в отбортовке пять-шесть отверстий 06 мм - под болты, стягивающие половины.
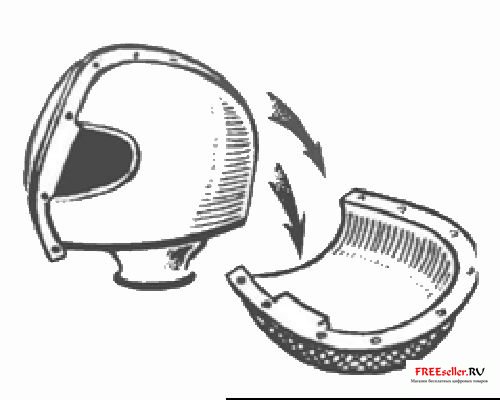
Рис. 3. Изготовление первой (промежуточной) матрицы.
Не смущайтесь, что первая (промежуточная) матрица будет иметь поверхность, далекую от идеальной. Поскольку внутреннюю часть ее дорабатывать практически невозможно, надо сделать так, чтобы можно было работать с внешней поверхностью. Для этого в промежуточной матрице выклеивается «скорлупа», которая доводится до идеального состояния, и уже с нее снимается вторая (рабочая) матрица.
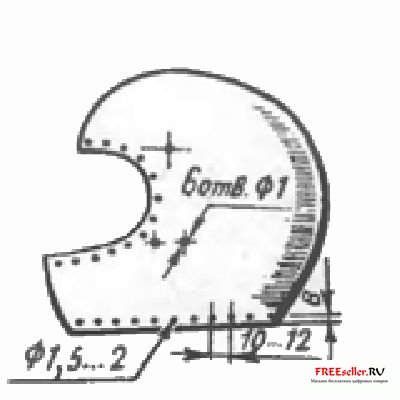
Рис. 4. Расположение отверстий в «скорлупе».
Оболочка шлема выклеивается из стеклоткани и эпоксидной (пластифицированной, в противном случае в смолу добавляется 3-5% дибутилфталата или 3- 4% касторового масла) или полиэфирной смолы. Стеклоткань лучше всего заранее нарезать кусками 100 х 100 мм. Такие «салфетки» пропитываются смолой и укладываются в матрицу. Если вы захотите получить оболочку окрашенной, добавьте в смолу соответствующий пигмент. Толщина оболочки шлема должна быть около 4 мм. Для лучшего уплотнения структуры композита внутрь свежевыклеенной «скорлупы» закладывается камера от футбольного мяча и раздувается насосом.
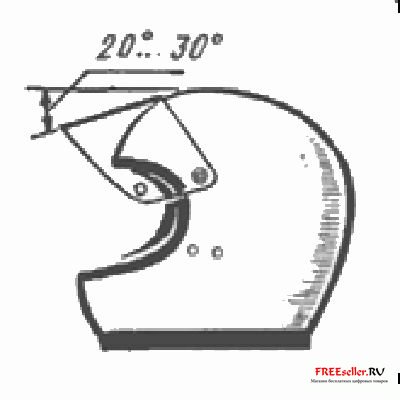
Рис.5. Крепление защитного стекла в шлеме.
Через два дня матрица снимается со «скорлупы», с последней ножовкой и напильником счищается «облой», и основной этап работы, таким образом, заканчивается.
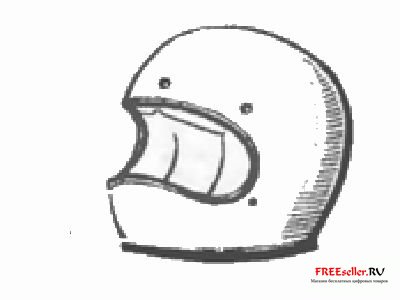
Рис.6. Вариант расположения отверстий под крепеж для шлема для мотоциклиста.
Отделка начинается с тщательной обработки шлема шкуркой, после чего обнаруженные дефекты выравниваются нитро-шпаклевкой. Шпаклевать лучше всего в несколько переходов, с промежуточным вышкуриванием.

Далее на оболочку следует нанести несколько слоев жидкой нитрошпаклевки, и после тщательной просушки «скорлупу» заравнивают водостойкими шкурками (с керосином или водой). Затем поверхность покрывается первым (проявочным) слоем краски. Обнаруженные дефекты выравниваются шпаклевкой и вновь обрабатываются водостойкой шкуркой до тех пор, пока поверхность не станет абсолютно ровной.
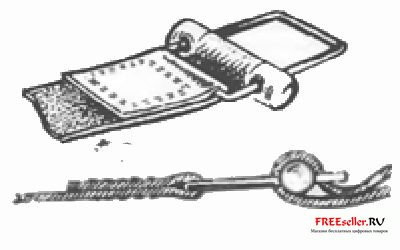
Рис.8. Конструкция пряжки застежки ремня.
Заключительная операция - окраска шлема. Для этого подойдет практически любая эмаль - нитро-, глифталевая или же алкидная. Оболочка покрывается три-четыре раза, по возможности без непрокрасов и потеков. Сушить шлем следует, строго придерживаясь технологии сушки для данной краски. После просушки поверхность шлема полируется пастами до зеркального блеска.

Рис.9. Внешний вид ремня, обшитого кожей.
Следующий этап - сборка «интеграла». Сначала по периметру нижней и передней частей шлема сверлится цепочка отверстий 01,5 мм. Расстояние между отверстиями - 10 мм, а от обреза шлема - 7-8 мм. Далее размечаются шесть отверстий для крепления защитного стекла и ремней. Отверстия под стекло размечаются таким образом, чтобы оно поднималось до положения, указанного на рисунке. Если шлем предназначен для мотоциклиста, то вместо 4 отверстий для крепления стекла на шлеме на уровне лба разделываются три отверстия под ответные части кнопок козырька и два - для крепления ремней. Расположение отверстий рассчитайте так, чтобы козырек не загораживал гонщику поле зрения. Ответные части кнопок можно закрепить болтами М4 с потайной головкой. После установки крепежа внутренняя часть «скорлупы» оклеивается кусочками мягкого пенопласта 40Х 40Х 20 мм, для чего воспользуйтесь клеем «88». Толщина брусков зависит от размеров головы гонщика. Наклеивать пенопласт необходимо, отступая от кромок шлема на 15 мм,- пришивать подкладку будет гораздо удобнее.
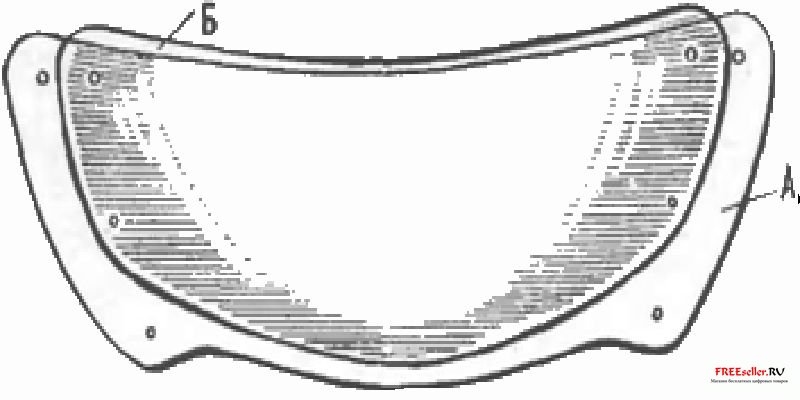
Рис.10. Защитное стекло.
(А - для «круглого» шлема, Б - для шлема с гребнем).
Ремни, подкладочный материал, кожа и искусственная кожа - все должно быть черного цвета - это и практичнее, да и выглядит такой цвет в сочетании с любой окраской шлема лучше всего. Ремни следует брать либо капроновые, либо нейлоновые, их ширина 20-25 мм при толщине 1-2,5 мм. Вполне подойдут, например, ремни от лыжных палок, наручных часов. Пряжка-застежка изготовлена из нержавеющей стали - проволоки 03 мм. К шлему ремня крепятся болтом с хромированной сферической головкой (резьба М5).

Рис. 11. Втулка (материал - Д16Т) к замок (сталь) для крепления стекла.
Подкладка представляет собой шапочку, сшитую в два слоя из трикотажной ткани. Ткань желательно использовать синтетическую. Между слоями укладывается поролон толщиной 10-20 мм, и подкладка прострачивается так, чтобы образовались симметричные утолщения в области затылка, скул и лба.
В нижней части шлема перед подбородком вместо подкладки крепится подогнанный по форме нижней части изделия брусок пенопласта, обтянутый кожей или кожзаменителем.
Подкладка вставляется в шлем и пришивается ниткой сквозь заранее просверленные отверстия. На переднюю и нижнюю части шлема надевается уплотнитель от дверей легковых автомобилей или приклеивается П-образный резиновый профиль.
Стекло вырезается по шаблону из целлулоида или ему подобного небьющегося материала толщиной 0,8-1,5 мм. Органическое стекло использовать не следует - это весьма опасно для глаз и лица гонщика. Кнопки устанавливаются на стекло таким образом, чтобы при поднимании вверх оно самопроизвольно не опускалось, особенно при езде.






