📌 Категории самоделок
Автоматизация процессов ТОиР: как цифровые технологии меняют обслуживание оборудования
Как очистить Windows 10 от ненужных файлов и освободить место на диске
Какие форматы кейтеринга лучше выбрать для мероприятий на природе
Почему качество продукции становится главным конкурентным преимуществом бизнеса
Шпионская микро камера из разбитого ноутбука
Химическое оксидирование
Оксидирование бронзы и латуни.
Исследования по оксидированию различных изделий из латуни и бронзы показали, что цвет и качество оксидных пленок в значительной мере зависят от состава этих сплавов. Так, при почти одинаковых количествах в бронзах меди, олова и цинка (87% меди, 8% олова и 5% цинка) при отсутствии свинца оксидные пленки образуются значительно труднее. На бронзах же с присадками свинца в пределах от 0,5 до 2,5% получение оксидной пленки облегчается и качество ее повышается. При проведении опытов по оксидированию были исследованы различные составы. При обработке изделий сульфидом аммония оказалось, что бронзы, а также латуни, например марки Л-62, со значительным количеством цинка (12-22%) оксидируются значительно труднее, чем бронза с 4-8% цинка, и латунь, содержащая цинка не более 10%. Таким образом, наличие в сплаве свыше 10% цинка затрудняет оксидирование сульфидом аммония. Старинный оксидирующий рецепт на основе "серной печени" был усовершенствован следующим образом: после растворения кристаллов "серной печени" в горячей воде ее добавляли в сульфид аммония. В зависимости от количества добавляемого раствора удавалось получить оксидную (сульфидную) пленку от светло- до темно-коричневого и почти черного цвета. При этом оксидная пленка получается весьма качественная - равномерного цвета и прочная.
Еще один состав, применявшийся для оксидирования, - 10%-ный водный раствор тиокарбоната. В этом случае оксидные пленки получаются на всех видах бронз, за исключением бронз и латуней, содержащих значительные присадки цинка. Наконец, для оксидирования испытывался раствор тиоантимоната натрия ("соль Шлипе" - двойная соль пятисернистой сурьмы и сульфида аммония). Лучшим оказался раствор, состоящий из 2,5 г тиоантимоната натрия в 1 л 4%-ного раствора гидроксида натрия. При погружении бронзовых изделий в этот раствор образуется равномерно распределенная оксидная пленка коричневого цвета с легким красноватым оттенком. Бронзы и латуни с повышенным содержанием цинка и в этом растворе оксидируются труднее. Из всех рассмотренных оксидирующих растворов универсальным оказался раствор из нитрата серебра и нитрата меди. Установлено, что наилучшие результаты достигаются при использовании 1%-ного раствора нитрата серебра и 10%-ного нитрата меди, взятых в соотношении 1:1 (по объему). Раствор наносится кистью и тщательно растирается. В зависимости от требуемого цвета процесс оксидирования повторяется. Раствор дает хорошие результаты на бронзах и латунях с присадками цинка. Резюмируя вышесказанное, можно сделать следующие выводы: при сульфидном оксидировании (с добавлением "серной печени") недопустимо наличие в составе сплава более 10% цинка. В этом случае оксидирование затруднено, а иногда просто невозможно;
- присутствие олова влияет на цвет оксидной пленки;
- наличие свинца в количестве от 0,5 до 2,5% облегчает образование оксидных пленок и улучшает их качество.
Наиболее распространенным является раствор "серной печени", дающей темно-коричневые шоколадные цвета. Для цвета старой бронзы изделия обрабатывают раствором, содержащим следующие вещества, в граммах:
- Хлорид кальция 34
- Нитрат меди 120
- Сульфат меди 60
- Хлорид аммония 20
Компоненты растворяют в 1 л горячей воды и горячим раствором несколько раз смачивают поверхность изделия. Очередной раз наносят раствор только после высыхания предыдущего слоя раствора.
Во всех рецептах, приведенных ниже, содержание отдельных компонентов дано в граммах, при этом смесь компонентов растворяется в 1 л дистиллированной воды.
Рецепт № 1
(коричневые тона)
• 1-й состав
- Сульфат меди 500
- Хлорид цинка 500
На изделие наносят смесь в виде кашицы. Покрытию дают высохнуть, затем смывают водой.
• 2-й состав
- Гипохлорид калия (или натрия) 6
- Сульфат меди 28
Раствор подогревают и смачивают им изделие.
• 3-й состав
- Сульфат меди 25
- Сульфат никеля 25
- Гипохлорид калия 12
- Перманганат калия 7
Изделия погружают в раствор на 0,5-2 мин и нагревают до кипения. Большие скульптуры обливают горячим раствором или наносят его щеткой.
Раствор дает тона от светло-коричневого до темно-коричневого. Если изделие долго держать в растворе, оно получает черную окраску. Длительная обработка раствором создает грубую поверхность.
• Рецепт № 2
(светло-коричневый цвет)
- Хлорид натрия 100
- Нитрат аммония 100
- Нитрат меди 10
Раствор нагревают до 100°С и погружают в него изделие. При погружении изделие встряхивают.
• Рецепт № 3
(коричнево-медная окраска)
• 1-й состав
- Ацетат меди 30
- Хлорид железа 30
- Хлорид аммония 10
Раствор наносят кистью, затем изделие нагревают до почернения, промывают и сушат. Для получения коричневой окраски в раствор вводят медный купорос.
• 2-й состав
- Нитрат калия 10
- Хлорид натрия 10
- Хлорид аммония 10
- 5%-ная уксусная кислота 1
Изделие натирают горячим раствором.
• 3-й состав
- Сульфат меди 300
- Перхлорат калия 160
Температура раствора 80°С. После нанесения раствора изделие протирают мягкой латунной или очень жесткой волосяной щеткой, снова наносят на него раствор, затем промывают поверхность изделия водой.
Рецепт № 4
(бронзовый цвет)
• 1-й состав
- Сульфат никеля 20
- Соль хлорноватистой кислоты 40
- Сульфат меди 180
- Перманганат калия 2
• 2-й состав
- Хлорид аммония 120
- Оксалат калия 40
- 5%-ная уксусная кислота 1
Рецепт № 5
(цвет от коричневого до черного)
- "Серная печень" 10-20
- Сульфид калия или сульфид натрия 6
- Хлорид аммония 20
Рецепт № 6
(цвет от светло-коричневого до темно-коричневого)
- Ацетат аммония 50
- Ацетат меди 30
- Хлорид аммония 0,5
Изделия погружают на 5-10 мин в кипящий раствор. Без добавления в раствор хлорида аммония процесса окрашивания не происходит. При большом содержании хлорида аммония изделия чернеют от света. Если добавить к раствору 4 г сульфата меди, то изделие приобретает темный шоколадный тон; при меньшем количестве сульфата меди - более светлые тона.
Патинирование скульптуры.
Светло-коричневую пленку на бронзе и меди получают погружением предмета на 2-3 мин в раствор, состоящий из следующих веществ:
- сульфат меди 60
- перманганат калия 7,4
Температура раствора 90-95°С. Раствор наносят и кистью.
Для окраски бронзы в темно-коричневый цвет растворяют 195 г карбоната меди в 1 л концентрированного гидроксида аммония и после этого раствор разбавляют водой 1:10. Изделие погружают в раствор с температурой 80-90°С. Зеленые пленки могут быть получены распылением из краскопульта или аэрографа раствора, состоящего из 104 г сульфата аммония, 3,7 г сульфата меди и 1,5 г концентрированного гидроксида аммония (все растворяют в 1 л воды). Распыление повторяют 5 раз с интервалами 10-15 мин для сушки. Недопустимо попадание воды на поверхность изделия ранее 3-4 ч.
Химическое оксидирование меди и сплавов на медной основе.
Декоративное оксидирование гальванопластических изделий из меди, а также изделий из бронзы и латуни позволяет отделывать их разноцветными оксидными пленками. Результаты получаются различные в зависимости от применяемых растворов, их концентрации, температуры и т.п. При оксидировании изделий из бронзы и латуни играет важную роль состав этих материалов.
Электрохимические и химические способы отделки изделий.
Выше были приведены различные рецепты химической декоративной отделки медных и бронзовых изделий. Можно производить декоративную отделку гальванопластических изделий и различных металлических предметов электрохимическим способом, покрывая их пленкой других металлов. Приведем несколько способов декоративных отделок, дающих наиболее интересный эффект: серебрение; окрашивание изделий в яркие и пестрые цвета; декоративное хромирование, имитирующее агат; химическое никелирование; отделка "кристаллит"; декоративная отделка изделий из алюминия и его сплавов путем электрохимического оксидирования и окрашивания полученной оксидной пленки в органических (анилиновых) красителях, которые применяют для окраски шерстяных тканей.
Гальваническое серебрение.
Многие изделия, изготовленные из меди, латуни, легко покрыть серебром. Для этого готовят электролит следующего состава, в граммах:
- хлорид серебра 40
- гексацианоферрат калия 200
- карбонат калия 20
- вода дистиллированная 1000
Температура электролита 20-80 °С. Плотность тока 1,0-1,5 А/дм2. Анод из серебра.
Приготовление хлорида серебра.
Для получения хлорида серебра к раствору нитрата серебра приливают (в темном помещении) раствор хлорида натрия. После образования хлорида серебра в виде творожистого осадка жидкость сливают, осадок несколько раз промывают водой, затем переносят в 10%-ный раствор гексоцианоферрата калия (красной кровяной соли), где хлорид серебра растворяется. При отсутствии нитрата серебра его готовят из чистого высокопробного серебра, для чего берут 10 г металлического серебра и измельчают его. Порошок помещают в фарфоровую чашку, содержащую 50 см3 азотной кислоты плотностью 1,25 см3. Чашку нагревают на песочной бане, размешивая жидкость стеклянной палочкой. Серебро растворяется, при реакции выделяется бурый ядовитый газ (оксид азота), поэтому процесс растворения серебра следует проводить в вытяжном шкафу (в условиях химического кабинета). Нагревание ведут до полного растворения металлического серебра и прекращения выделения газов. Раствор охлаждают, затем, перемешивая, добавляют 3-4 части дистиллированной воды.
Химическое серебрение. Для химического серебрения раствор готовится следующим образом: 20 г нитрата серебра растворяют в небольшом объеме дистиллированной воды и переводят его в хлорид серебра, добавляя 20 г раствора хлорида натрия (сливание растворов поваренной соли и нитрата серебра проводят в темной комнате). Выпавший осадок хлорида серебра несколько раз промывают водой, затем переносят его в предварительно приготовленный 5%-ный раствор тиосульфата натрия (100 мл). Для серебрения медных и латунных изделий их смачивают указанным раствором с добавкой мела или зубного порошка. Щеткой натирают изделия этой кашицей. По окончании серебрения изделие промывают сначала струей холодной воды, затем теплой или горячей и, наконец, в 2-3%-ном растворе уксусной кислоты.
Окрашивание медных или омедненных изделий в яркие цвета. Интересные декоративные эффекты удается получить электрохимическим способом, нанося на поверхность тончайшие пленки оксида меди. Окрашивание меди в яркие цвета производится двумя способами: химическим и электрохимическим. Эти методы обработки позволяют получить широкую гамму цветов на медных гальванических покрытиях.
Химическое окрашивание.
Раствор для декоративной отделки меди и омедненных изделий в яркие цвета содержит, в граммах:
- Тиосульфат натрия 125
- Ацетат свинца 40
- Вода дистиллированная 1000
При составлении ванны каждый компонент растворяют отдельно и смешивают перед самым употреблением. Изделия, укрепленные на проволоке, погружают в ванну, слегка перемещая их в растворе до тех пор, пока не получится требуемый цвет, затем быстро промывают в воде. В процессе окрашивания на поверхности образуется пленка сульфида свинца. Этот раствор при нагревании дает в первые несколько секунд золотистое окрашивание, затем (через 0,5 мин) окраска изменяется и переходит сначала в синий цвет, а затем и в другие цвета (см. табл.). Проще всего окрасить изделие в золотистый или синий цвет, так как они "живут" сравнительно длительное время и их проще зафиксировать.
Последовательность изменения цвета медных и латунных предметов при обработке в растворе сульфида свинца
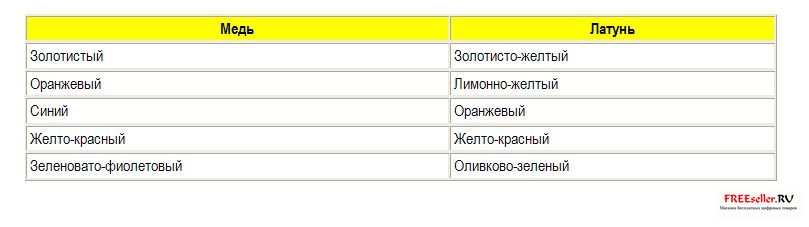
Для образования синего цвета следует поддерживать температуру раствора до 60°С, а для получения золотистого цвета - 35-40°С. Также осуществляется окрашивание изделий из латуни в растворе, содержащем 125 г гидроксида натрия, 50 г натриево-калиевой соли винной кислоты (сегнетовой соли), 100 г сульфата меди. Раствор составляют следующим образом: все три компонента в отдельности растворяют в воде, затем раствор гидроксида натрия смешивают с раствором сегнетовой соли и, наконец, в раствор вводят сульфат меди. Температура раствора не ниже 18-20°С.
Электрохимическое окрашивание.
Такое окрашивание медных и латунных изделий в различные цвета производят нанесением тончайшей пленки оксида меди на катоде (изделие) из водных растворов органических соединений меди. Способ позволяет окрашивать медь и латунь в различные яркие цвета, меняя способ обработки. Электролиз при окрашивании ведется при очень низких плотностях тока. Существенный фактор для получения качественного, равномерного цвета на металле - предварительная подготовка окрашиваемой поверхности. Равномерную окраску трудно получить на слишком тонкой оксидной пленке. Для того чтобы избежать неравномерности интерферирующего оттенка, возникающей вследствие различной светопоглотительной способности металла, применяют гальваническое нанесение подслоя из меди толщиной 10-20 мкм. Кроме того, рекомендуется предварительное полирование поверхности, а также ее крацевание или пескоструйная обработка. Изделия с подготовленной поверхностью обрабатывают в гальванической ванне при очень малых плотностях тока (0,05-0,1 А/дм?). Анод медный.
Изменение цвета пленки зависит от выдержки изделия в электролите:
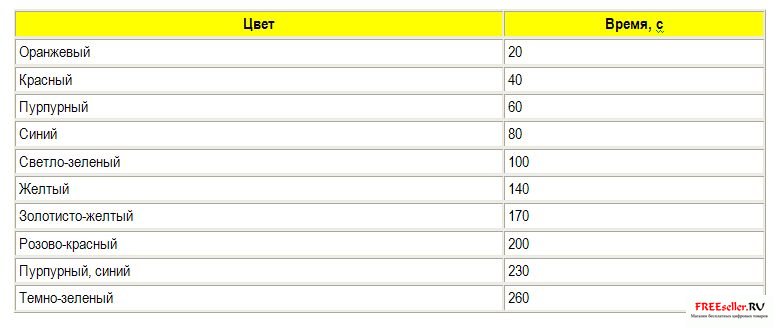
Для получения тонких цветных оксидных пленок наиболее удобными являются растворы, в которых оксид меди образуется с умеренной скоростью. Если скорость образования оксида меди на катоде слишком велика, рост пленки задерживают, например, снижением щелочности раствора, понижением температуры, разбавлением раствора или комбинацией этих приемов.
Ниже приводятся рецепты растворов для получения оксидных пленок; содержание компонентов в 1 л раствора дано в граммах.
1-й рецепт
- Сульфат меди 100
- Оксипропионовая кислота 150
- Гидроксид натрия 112
2-й рецепт- Сульфат меди 100
- Лимонная кислота 355
- Гидроксид натрия 246
3-й рецепт- Сульфат меди 100
- Гликолевая кислота 128
- Гидроксид натрия 112
4-й рецепт- Сульфат меди 100
- Гидротартрат калия 125
- Гидроксид натрия 35
5-й рецепт- Сульфат меди 24
- Салициловая кислота 56
- Гидроксид натрия 42
6-й рецепт- Сульфат меди 50
- Тростниковый сахар 100
- Гидроксид натрия 50
7-й рецепт- Сульфат меди 10
- Глицерин 125
- -Гидроксид натрия 50
8-й рецепт- Сульфат меди 100
- Пирофосфорная кислота 275
9-й рецепт- Сульфат меди 15
- Гидроксид натрия 400
10-й рецепт- Сульфат меди 15
- Тетраборат натрия 150
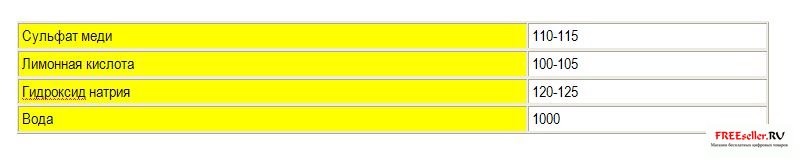
Электрохимическое окрашивание производят также в электролите следующего состава:- Сульфат меди 60
- Сахар-рафинад 90
- Гидроксид натрия 40
Раствор, содержащий сульфат меди и сахар, следует вливать в раствор щелочи. Аноды - медные. Режим работы следующий: температура 25-40°С, катодная плотность тока 0,01 А/дм2. Изделия после погружения в ванну выдерживаются без тока в течение 1 мин. По мере уменьшения объема электролита в раствор добавляется дистиллированная вода. Свежеприготовленный электролит может работать длительное время без корректирования, пока концентрация электролита не снизится на 1/3. Для повышения блеска поверхностей в электролит добавляют 20 г карбоната натрия. Однако электролит без карбоната натрия более стоек. Снятие цветного оксидного слоя производится в 5%-ном растворе аммиака. Для лучшего предохранения окрашенного слоя от коррозии и механических повреждений изделия рекомендуется покрывать прозрачным лаком (нитролаком, глифталевым, перхлорвиниловым и др.).Хороший эффект дают и другие электролиты, например следующего состава, в граммах:
Температура раствора комнатная, плотность тока от 0,08 А/дм? и выше.
Дополнительная информация по гальванопластике:
Что необходимо знать о гальванопластике и гальваностегии:
Гальванопластика - электрохимический способ копирования (получение точных копий изделий). Широко используется в технике при изготовлении матриц в полиграфии, пресс-форм для прессования грампластинок и т.п. Этим способом изготовляют металлические сетки, ювелирные изделия, копии скульптур, гравюр, детали сложной конфигурации. Способ отличается исключительно высокой точностью воспроизведения рельефа изделия.
Гальваностегия - электрохимический процесс покрытия одного металла другим, более устойчивым в механическом и химическом отношении, например, стальные детали покрывают хромом, никелем, медные - никелем, серебром или другими металлами. В принципе гальванопластика не отличается от гальваностегии. Однако гальваностегические и гальванопластические процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла. В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней. В гальванопластике, наоборот, покрытие должно легко отделяться. Поэтому в последнем случае уделяется большое внимание нанесению токопроводящих слоев (в случае покрытия непроводников) и разделительных слоев (если копия получается с металла).
Далее, в то время как для гальваностегических покрытий используют многие металлы и сплавы (серебро, цинк, олово, никель, медь, хром и их сплавы), в гальванопластике обычно применяют лишь отложения меди, никеля и серебра и значительно реже - других металлов. В связи с тем, что гальванопластические отложения отличаются от гальваностегических значительно большей толщиной, составы электролитов и режимы, применяемые в гальванопластике, также несколько отличаются от принятых в гальваностегии. В гальванопластике металл обычно наращивают не на металл, а на тонкий токопроводящий слой, нанесенный на поверхность непроводника, или на разделительный, плохо проводящий слой, нанесенный на металл, поэтому в технологический процесс вводят дополнительную по сравнению с гальваностегией операцию "затяжки" металлом - первичное наращивание металла на токопроводящий слой до полного закрытия его. Составы электролитов для ванн затяжки и режим работы несколько отличаются от обычных. Оборудование для гальваностегии ничем не отличается от оборудования, применяемого для гальванопластики. В качестве гальванической ванны может быть использована любая стеклянная байка такого размера, чтобы покрываемый металлом предмет свободно в ней размещался и при этом не находился слишком близко от анодных пластин. Удобнее всего пользоваться четырехугольными стеклянными банками (рис. 12)

Рис.12. Четырехугольные стеклянные банки
Из толстой медной проволоки или трубок делают поперечные перекладины, из которых две (а) служат для подвешивания никелевых или медных пластин - анодов, а третья (б) - для никелируемых или омедняемых предметов. В круглой банке анодную пластину приходится сгибать в виде цилиндра (с)
Покрываемые предметы подвешивают на медных проволоках. Анодных пластин должно быть две. Важно, чтобы покрываемые предметы были обращены к анодам своими наибольшими площадями и находились с ними примерно в параллельных плоскостях. Перекладины, к которым подвешиваются аноды и покрываемые предметы, необходимо снабдить клеммами для удобства и надежности соединения (см. рис. 13).

Рис. 13. Снабжение перекладин клеммами
Проволоки, которыми прикреплен анод к перекладине, должны находиться выше уровня электролита, особенно если они сделаны из другого металла. Анодные пластины включаются между собой параллельно и присоединяются обязательно к клемме "плюс" источника тока (аккумулятора или выпрямителя).

Рис. 14. Гальваническая ванна в круглой банке.
Аноды должны быть тщательно очищены от окислов, грязи и обезжирены, так же как и предметы, предназначенные для покрытия металлом. Важным условием успешного никелирования и меднения является чистота. Если в электролите появилась легкая муть или образовался осадок, электролит необходимо профильтровать. На рис. 3 показана схема включения гальванической ванны. В качестве источника можно использовать автомобильный аккумулятор или выпрямитель (напряжением 6-12 В), питающийся от сети переменного тока напряжением 127-220 В. К. схеме необходимо подключать вольтметр и амперметр. Если поверхность покрываемого предмета менее 2 дм?, можно использовать миллиамперметр на 500 мА. Сопротивление реостата должно быть порядка 8-10 ом, чтобы можно было изменять ток в пределах долей ампера. При сборке электрической цепи ванны очень важно не спутать полюсы у аккумулятора или выпрямителя, так как анодные пластины должны быть обязательно подключены к положительному полюсу, а деталь (предмет) - к отрицательному.
При неправильном включении будет "растворяться" металл детали или предмета, что приведет к порче электролита. Ровное плотное покрытие предмета никелем или медью зависит от величины электрического тока, не превосходящей известного предела и зависящей от площади поверхности предмета. Например, если норма плотности тока равна 0,5 А на 1 дм? и предмет имеет общую поверхность около 0,5 дм?, то ток не должен превышать 0,5х0,5=0,25 А. При большем токе никель или медь будут откладываться темным, непрочным, легко отделяющимся слоем. Если предмет имеет заостренные части, плотность тока следует уменьшить в 2-3 раза.
Предметы погружают в ванну под напряжением. Для этого их сначала подвешивают на медных голых проводниках диаметром 0,8-1 мм к перекладине (медная трубка), подключают к источнику электрического тока (при этом реостат включают на полное сопротивление) и опускают в ванну с электролитом. Затем, уменьшая сопротивление реостата, доводят ток до нормы. Во время гальванизации деталь или предмет два-три раза вынимают из ванны на короткое время и осматривают. Если металл откладывается неравномерно, изменяют положение предмета, повернув его к аноду той стороной, на которой слой металла получается тоньше.
При правильном процессе никелирования никель откладывается матовым, повсюду ровным, серебристым слоем. Появление темных пятен свидетельствует о плохом обезжиривании. Тонкий слой металла откладывается на детали или предмете за 20-30 мин, толстый слой - за несколько часов. Предмет, вынутый из ванны, как бы хорошо он ни был предварительно отполирован, имеет матовую поверхность. Для придания блеска его полируют тончайшим мелом (зубным порошком) при помощи суконки. Можно также полировать крокусом, но очень осторожно, чтобы не повредить слой никеля.
В любительских конструкциях широко применяется алюминий. Анодирование можно выполнять переменным током 12-24 В. Деталь (лист) полируют до зеркального блеска, протирают ацетоном и химически обезжиривают в растворе едкого натра 50 г/л. Время обезжиривания 3-5 мин, температура раствора 50°С. Анодирование переменным током заключается в следующем. Если анодируется деталь (лист), то она является первым электродом, а вторым может быть обработанная алюминиевая болванка или лист. Контакты токоподводов обязательно должны быть алюминиевые. Электролитом служит 20-процентный раствор серной кислоты.
- Для алюминия и плакированного дюралюминия плотность тока 1,5-2 А/дм? при напряжении 12 В. Время анодирования 25-30 мин, температура электролита не выше 25°С.
- Для неплакированного дюралюминия плотность тока 2-3 А/дм? при напряжении 12-20 В. Время анодирования 20-25 мин, температура электролита - около 25°С.
Электролитический способ копирования медалей, барельефов и декоративных украшений (гальванопластика)С копируемого предмета или изделия прежде всего снимают отпечаток, т.е. делают форму из легкоплавного металла, воска, пластилина или гипса. Копируемый предмет, натертый мылом, кладут в картонную коробку и заливают легкоплавким сплавом Вуда или другими легкоплавкими сплавами.
После отливки предмет вынимают и полученную форму обезжиривают и подвергают меднению в электролитической ванне. Для того чтобы металл не откладывался на тех сторонах формы, где нет оттиска, их покрывают при помощи кисточки расплавленным воском или парафином. После меднения легкоплавкий металл расплавляют в кипящей воде и получают матрицу. Матрицу заливают гипсом или свинцом, и копия готова.
Для изготовления форм применяют следующую восковую композицию:
- Воск 20 в. ч.
- Парафин 3 в. ч.
- Графит 1 в. ч.
Если форму изготовляют из диэлектрика (воск, пластилин, парафин, гипс), ее поверхность покрывают электропроводным слоем. Проводящий слой может быть нанесен способом восстановления некоторых металлов (серебра, меди, никеля) или механическим путем - втиранием в поверхность формы чешуйчатого графита мягкой волосяной кистью. Графит тщательно растирают в фарфоровой ступке, просеивают через сито или марлю и наносят на поверхность изделия мягкой кистью или ватным тампоном. Графит лучше прилипает к пластилину. Формы из гипса, дерева, стекла, пластмассы и папье-маше покрывают раствором воска в бензине. На поверхность, не успевшую высохнуть, наносят графитную пудру, а лишний, неприлипший графит сдувают.Гальваническое покрытие легко отделяется от формы, покрытой графитом. Если форма выполнена из металла, то на ее поверхности необходимо создать электропроводящую пленку оксида, сульфида или другой нерастворимой соли, например на серебре - хлорида серебра, на свинце - сульфита свинца, чтобы форма хорошо отделялась от покрытия.
Медные, серебряные и свинцовые поверхности обрабатывают 1%-ным раствором сульфида натрия, в результате чего на них образуются нерастворимые сульфиды.
Осаждение металла на поверхности формы. Подготовленную форму погружают в ванну, схема которой находится под током, чтобы не растворилась разделяющая пленка. Сначала проводят "затяжку" (покрытие) проводящего слоя меди при малой плотности тока в растворе такого состава:
- Сернокислая медь (медный купорос) 150-200 г
- Серная кислота 7-15 г
- Этиловый спирт 30-50 мл
- Вода 1000 мл
Рабочая температура электролита 18-25°С, плотность тока 1-2 А/дм?. Спирт необходим для повышения смачиваемости поверхности. После того как вся поверхность "затянется" слоем меди, форму переносят в электролит, предназначенный для гальванопластики.
Для гальванопластических работ (меднение) рекомендуется следующий состав:
- Сернокислая медь (медный купорос) 340 в. ч.
- Серная кислота 2 в. ч.
- Вода 1000 в. ч.
Способы металлизации растений, насекомых и других неметаллических предметов.
Чтобы изготовить металлические листья растений, со свежих листьев снимают отпечатки на восковой композиции следующим образом. В формочку из плотной бумаги заливают восковую композицию, дают ей остыть почти до полного отвердения, но с таким расчетом, чтобы поверхность ее была эластичной. Затем на поверхность воска накладывают листья и прижимают их стеклом. Когда стекло и листья снимают, на восковой композиции остается четкий отпечаток листьев.
После полного затвердения воска форму с отпечатком осторожно графитируют мягкой кистью. Установив проводники на форме, подвешивают груз и опускают ее в гальваническую ванну.
Для покрытия металлом насекомых (бабочек, жуков и т.п.) их соответствующим способом подготавливают: насекомых выдерживают в 1,5%-ном растворе сулемы, высушивают, покрывают лаком или тонким слоем воска. Затем поверхность нужно сделать токопроводящей, для этого ее при помощи кисточки смазывают жидкой кашицей из графита, разведенного на спирте или водке. После высыхания излишки графита удаляют.
После этого предмет подвешивают на нескольких тонких медных проволочках диаметром 0,1-0,2 мм, перекручивая или перевязывая их неоднократно крест-накрест (рис. 15), и помещают в гальванопластическую ванну. Для устранения плавучести в электролите бабочку, жучка и т.п. прикрепляют парафином к стеклу или кусочку пластмассы. Металл начинает откладываться прежде всего около медных проволочек, распространяясь очень медленно на всю остальную поверхность. Поэтому в начале процесса ток должен быть в несколько раз меньше нормального, когда же вся поверхность окажется "затянутой" металлом, доводят его до нормы. Продолжительность процесса - несколько часов. Толщина покрытия может колебаться от 0,1 до 2 мм.

Рис. 15. Подвешивание жука для омеднения (а). Вид жука, покрытого металлом (б)
Используя метод гальванопластики, можно металлизировать кружева для декоративно-художественного украшения различных предметов.
Кружева растягивают на рамке и пропитывают парафином. Затем их проглаживают утюгом между листами бумаги для удаления излишков парафина. Далее наносят электропроводящий слой мелкого графита, избыток его тщательно сдувают с кружев. Проложив проводники по краю кружева, их крепят на пластмассовой рамке или рамке из толстого провода с хлорвиниловой изоляцией, вместе с которой кружева погружают в электролит.
Кружева, покрытые медью, обрабатывают латунной щеткой. Паяют их оловянно-свинцовым припоем.
Гальваностегическая отделка металлизированных кружев заключается в нанесении декоративного слоя серебра или золота или в оксидировании.
Способ изготовления мемориальных досок.
Способ изготовления мемориальных досок ничем не отличается от способа изготовления копий с медалей, барельефов и т.п.
На таких досках обычно имеется текст, рама, часто барельефное изображение (рис. 16).

Рис. 16. Мемориальная доска
Мемориальную доску или просто доску с надписью обычно изготовляют следующим образом. На ровный деревянный планшет натягивают ватманскую бумагу, размер которой несколько больше размера изготовляемой доски, края бумаги приклеивают к планшету; затем бумагу увлажняют водой, и после высыхания она сильно натягивается. На бумаге размечают расположение текста, рамы, барельефа и других деталей композиции доски.
Все детали композиции доски изготовляют отдельно в соответствии с ее размерами. Барельеф и раму выполняют гальванопластическим способом и обрезают по контуру. Буквы для текста выпиливают из пластмассы, не деформирующейся при 60-70°С (температура заливаемого воска). По разметке на ватманской бумаге буквы наклеивают на нее нитролаком. Барельеф предварительно заливают с обратной стороны воском для создания ровной плоскости и тоже приклеивают его нитролаком. Так же устанавливают и раму доски. Под барельефом и другими деталями доски не должно быть воздуха, так как он образует раковины на поверхности восковой формы.
Затем лист ватманской бумаги с наклеенными деталями протирают подсолнечным или касторовым маслом, чтобы не прилипал воск.
Вокруг подготовленной таким образом модели доски устанавливают обечайку в виде обычной деревянной рамы, высота стенок которой должна настолько превышать высоту рельефа модели, чтобы получилась достаточно массивная, толстая и прочная форма, не подвергающаяся деформации.
Стык между обечайкой и доской тщательно промазывают глиной или пластилином во избежание протекания воска.
Приготовленную модель заливают восковой композицией. После затвердевания воска обечайку разбирают, восковую форму снимают, переворачивают лицевой стороной вверх и осторожно извлекают из нее заформованные детали. Для удаления из восковой формы деталей, особенно пластмассовых букв, лучше всего пользоваться тонким шилом или ножом с узким концом. Затем форму осматривают, устраняют дефекты, подрезают края.
Подготовленную форму укладывают на лист пластмассы толщиной 10-15 мм, в котором имеются отверстия для закрепления формы. После зарядки и нанесения на форму электропроводящего слоя ее помещают в гальваническую ванну.
Простейшая гальваническая ванна для электрохимического окрашивания металлических деталей в любой цвет
Для электрохимического окрашивания деталей из стали, латуни или меди необходимо собрать гальваническую ванну и электрическую схему, как показано на рис. 17.

Электрод, подключенный к плюсовому зажиму элемента, делают из листовой меди. Минус элемента подключают к окрашиваемой детали. Необходимо следить за тем, чтобы детали не касались медной пластинки. В банку заливают специальный электролит и замыкают электрическую цепь. Через 2-3 мин начнется окрашивание. Вначале деталь станет коричневой, потом фиолетовой и т.д. Все будет зависеть от времени: 2 мин - коричневый цвет, 3 мин - фиолетовый, 3-5 мин - синий, 5-6 мин - голубой, 8-12 мин - желтый, 12-13 мин - оранжевый, 13-15 мин - красный, 17-21 мин - зеленый цвет,
На 1 л электролита требуется:
- Медного купороса 60 г
- Сахара-рафинада 90 г
- Едкого натра 45 г
Приготовляют электролит следующим образом. В раствор медного купороса объемом 200-300 мл добавляют 90 г сахара и тщательно размешивают. Отдельно в 250 мл воды растворяют 45 г едкого натра и к нему небольшими порциями, постоянно помешивая, приливают раствор медного купороса с сахаром. Затем добавляют воду, чтобы получился 1 л раствора.
При работе с едким натром необходимо соблюдать осторожность! Чтобы цвета были более контрастными, в готовый электролит добавляют 20 г безводной соли углекислого натрия. После окрашивания деталь промывают водой, сушат и покрывают бесцветным лаком.
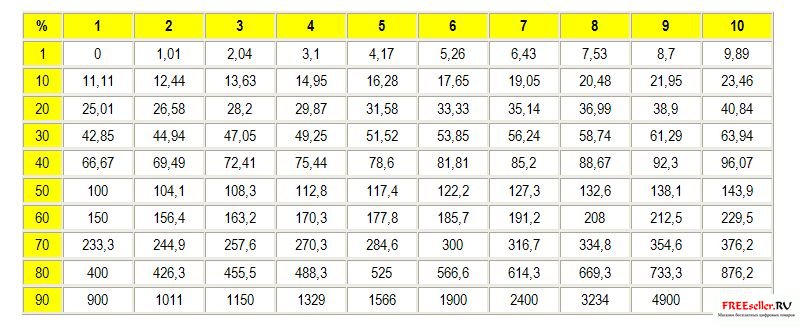
При составлении растворов, концентрация которых дана в процентах в таблице, вес раствора принимается за 100%. Поэтому, например, для приготовления 21-процентного раствора едкого кали отмеряют 21 часть этого вещества и 79 частей воды. Такие отвешивания не всегда удобны, поскольку чаще всего приходится исходить из объема или веса необходимого раствора, чтобы не приготовлять его в излишке. Тогда делают арифметические перерасчеты. Однако их можно избежать, если воспользоваться приведенной таблицей, которая позволяет определить, какое количество по весу вещества нужно на 100 частей или 100 см? воды, если известна концентрация в процентах. Например, на 100 см? 21- Что необходимо знать о несовместимости химических веществ
Несовместимость химических веществ проявляется в том, что при случайном смешивании, а иногда и при хранении рядом они вступают в реакцию. Если реакция сопровождается выделением большого количества тепла, то может произойти взрыв или самовозгорание. В других случаях воздействие веществ друг на друга приводит к соединению их и потере первоначальных свойств, в результате чего вещества становятся непригодными к употреблению. Вот некоторые несовместимые химические вещества:
- Азотная кислота несовместима с глицерином, спиртом, эфирными маслами, смолами, сахаром, фенолом, опилками, ватой.
- Алюминиевые квасцы несовместимы с едкими щелочами (едкий натр, едкое кали, нашатырный спирт), клеем и желатиной.
- Аммиак (нашатырный спирт) и нашатырь несовместимы с формалином (формальдегидом) и йодом.
- Бура несовместима с квасцами, нашатырем, серной кислотой, соляной кислотой.
- Йод несовместим с аммиаком (нашатырным спиртом).
- Кислоты несовместимы с мылом и щелочами (содой, поташом, известью и др.).
- Марганцовокислый калий несовместим с органическими веществами - эфирами, винным спиртом, глицерином, танином, а также с аммиаком, нашатырем, серой, йодом, углем.
- Сера несовместима с марганцовокислым калием, хлорной известью.
- Серная кислота (купоросное масло) несовместима со скипидаром, спиртом и бензином.
- Спирт несовместим с хромовой кислотой, марганцовокислым калием, клеем, желатиной, казеином.
процентного водного раствора едкого кали приходится 26,58 части едкого кали.
Обезжиривание в ваннах с растворителями
Сильно загрязненные детали можно грубо обезжирить промывкой в керосине или скипидаре. После этого детали промывают в техническом бензине, техническом бензоле, ксилоле или толуоле. Тщательное и окончательное обезжиривание достигается погружением или промывкой в чистом бензине, трихлорэтилене или других растворителях.
Недостатком этих веществ является их огне- и взрывоопасность (бензин, бензол, ксилол, толуол) и ядовитость паров (трихлорэтилен, бензин, бензол, ксилол, толуол). Поэтому с ними разрешается работать только в хорошо вентилируемых помещениях.
В настоящее время широко применяются фреоны. В отличие от вышеуказанных веществ фреон не взрывоопасен, не ядовит, не разрушает пластмассы, лакокрасочные покрытия и т.п.
Фреон-113 (трихлортрифторэтан) - самое лучшее обезжиривающее средство из группы фреонов. Это легкоподвижная прозрачная жидкость с низкой температурой кипения (47,6°С). Иногда фреон-113 смешивают с другими растворителями - ацетоном, спиртом и т.д.
Иногда фресковые обезжиривающие ванны снабжают ультразвуковыми излучателями или используют кипящий фреон, что максимально ускоряет растворение жиров. Фреон не имеет широкого применения из-за высокой стоимости.
Химический раствор для обезжиривания цветных металлов
- Жидкое стекло 26 г
- Тринатрийфосфат 8 г
- Углекислый натрии безводный 4 г
- Вода до 1 л
Все вещества растворяют в воде и доводят объем до 1 л.
Удаление металлических покрытий с изделий электролитическим способом (реставрация)
Удалить металлические покрытия с металлизированных деталей и изделий можно электролитическим способом, погружая детали и изделия в электролит. Действие электролита можно усилить подключением источника электрического тока к изделию, подвешенному в ванне с электролитом в качестве анода.
Ниже приведено несколько рецептов электролитов для снятия металлических покрытий с деталей и изделий. Указанные вещества растворяют в 500-600 мл воды, а затем объем раствора (электролита) доводят до 1 л.
Электролит для снятия никелевых покрытий со стальных изделий
- Хромовый ангидрид 240 г
- Борная кислота 30 г
- Вода до 1 л
Рабочая температура электролита 85°С, плотность тока 1 А/дм?.
Электролит для снятия никелевых покрытий с изделий из меди и латуни
-Соляная кислота 14 г
-Вода до 1 л
Рабочая температура электролита 18-20°С, плотность тока не более 2 А/дм?. Используется постоянный ток при регулярном изменении полярности. Катод угольный.
Электролит для снятия хромовых покрытий с изделий из стали, никеля и сплавов магния
- Едкий натр 90 г
- Вода до 1 л
Рабочая температура электролита 20°С, плотность тока 2 А/дм?.
Электролит для снятия оловянных покрытий с изделий из стали, меди и латуни
- Едкий натр 120 г
- Вода до 1 л
Рабочая температура электролита 18-20°С. Применяется постоянное напряжение 6 В при регулярном изменении полярности источника тока.
Полирование металлов электролитическим способом
Полируемые предметы подвешивают в электролитической ванне как аноды, т.е. к ним подводят положительный потенциал от источника постоянного тока, выпрямителя или аккумулятора.
Ниже приводятся рецепты для полирования.
- Электролит для полирования стали, железа и его сплавов
- Серная кислота концентрированная 300 мл
- Ортофосфорная кислота концентрированная 600 мл
- Вода 100 мл
Электролит готовят в стеклянной или фарфоровой посуде. Температура ванны около 70°С, плотность тока 60-70 А/дм?. Полирование длится 1-5 мин. Отполированные детали после извлечения из ванны промывают в проточной воде, погружают в 10%-ный раствор углекислого натрия и снова промывают в проточной воде. Сушат детали в струе теплого воздуха.
Электролит для полирования меди и ее сплавов
- Серная кислота концентрированная 10 г
- Уксусная кислота 12,5 г
- Хромовый ангидрид 12,5 г
- Двухромовокислый натрий 37,5 г
- Вода 1 л
Рабочая температура электролита 60-75°С, плотность тока 25-50 А/дм?.
Электролит для полирования алюминия
- Этиловый спирт денатурированный 576 мл
- Хлористый аммоний 40 г
- Хлористый цинк 180 г
- Бутиловый спирт 64 г
- Вода 128 мл
Полирование производится при напряжении 20-14 В. Рекомендуется через 1 мин деталь из ванны вынуть (при этом прекращается пассивация) и снова погрузить, повторив это в течение полирования несколько раз.
Декоративная отделка изделий из алюминия и его сплавов
Детали конструкции из алюминия и его сплавов можно окрасить в любой цвет.
С этой целью алюминий и его сплавы подвергают анодному оксидированию с последующей адсорбиционной окраской различными красителями. Делают это следующим образом. Отполированные до зеркального блеска детали подвергают обезжириванию в растворе, состоящем из тринагрийфосфата (50 г), едкого натрия (10 г) и жидкого стекла (силикатного клея) (30 г). Перечисленные химикаты растворяют в 1 л теплой воды в железной посуде (можно в кастрюле), затем детали, которые нужно окрасить, помещают на 1-2 мин в этот раствор, нагретый до 50-60°С.
Если указанные химикаты достать не удастся, обезжирить детали можно обыкновенным хозяйственным мылом с теплой водой. Детали тщательно обрабатывают щетинной щеткой в течение 10 мин.
Обезжиренные детали промывают холодной водой, затем для удаления пленки окислов погружают их на 2-3 мин в 50%-ную азотную кислоту. После чего детали снова тщательно промывают сильной струей воды и немедленно подвешивают в ванну для анодирования.
Электролитом для ванны анодирования служит раствор серной кислоты с удельным весом 1,12-1,13 при температуре 20°С. При смешивании кислоты с водой раствор сильно разогревается, поэтому кислоту следует подливать в воду небольшими порциями, все время перемешивая раствор стеклянной палочкой.
При попадании кислоты на кожу или на одежду необходимо немедленно смыть ее сильной струей воды и промыть крепким раствором соды.
Очень хорошим и более безопасным является электролит, приготовленный из бисульфата натрия (натрий сернокислый кислый), 250-300 г которого растворяют в 1 л воды. Рабочая температура электролита должна быть также не более 20°С. В качестве рабочей ванны можно использовать эмалированные кастрюли, керамические, стеклянные или пластмассовые бачки.
Для катодов при анодировании применяют листовой свинец, а анодом служит обрабатываемая деталь, которую подвешивают между двумя свинцовыми катодами на расстоянии 70-80 мм от них. Электролиз длится 40-50 мин, плотность постоянного тока 1-1,5 А/дм?. Источником тока может служить аккумулятор достаточной емкости или выпрямитель, собранный на диодах типа Д303 или Д305. Следует помнить, что анодируются детали только из алюминия или его сплавов. Подвески для деталей изготовляют только из алюминия. Все соединения и контакты должны быть надежными, так как от этого зависит качество анодирования. Загружать детали в ванну и выгружать их следует только под током. После 40-50-минутного пребывания деталей в ванне их выгружают, тщательно промывают холодной водой и опускают в водный раствор анилинового красителя, подогретый до 50-60°С. Раствор красителя следует предварительно профильтровать, так как небольшие крупинки нерастворившегося красителя образуют пятна на поверхности окрашенного металла. Цвет окраски зависит от времени пребывания анодированной детали в красителе, которое не должно превышать 15-20 мин.
Анилиновые красители (порошки для крашения тканей) можно приобрести в хозяйственных магазинах.
После анодирования поверхность чистого алюминия остается блестящей, а некоторые алюминиевые сплавы приобретают матовый, темный оттенок, что зависит от электрического режима анодирования.
Для окрашивания применяют 5-10%-ные водные растворы следующих красителей:
в черный цвет - анилиновый черный М или анилиновый прямой черный-3;
в коричневый - основной коричневый;
в золотисто-желтый - прямой желтый 2Ж или ализариновый желтый;
в красный - красный ализариновый или кислотный рубиновый;
в синий - кислотный синий антрахиноновый или прямой синий М;
в голубой - анилиновый голубой или метиленовый голубой;
в зеленый - прямой зеленый ЖХ или основной ярко-зеленый;
в фиолетовый - основной фиолетовый.
"Краситель оранжевый 2Ж", "Краситель основной фиолетовый" и т.д.- торговые термины.
Имитация под золото заслуживает особого внимания. Окрашенные детали только по весу можно отличить от натурального золота. Окраска получается прочной и светостойкой. Раствор для крашения готовят так. 1 г красителя оранжевого 2Ж растворяют в 0,5 л горячей воды, в раствор добавляют 0,1 г красителя желтого-3 и 0,5 г кальцинированной соды. После охлаждения раствор фильтруют. Отдельно в 0,5 л горячей воды растворяют 0,1 г красителя черного М. Этот раствор также фильтруют. Перед крашением оба раствора смешивают и нагревают до 50-60°С. В зависимости от времени пребывания деталей в этом растворе можно получить окраску под любую пробу золота.
Окрашивать анодированные детали из алюминия и его сплавов можно не только в указанных растворах органических красителей. Для этой цели можно пользоваться и перечисленными ниже цветными неорганическими соединениями, которые образуются непосредственно в порах анодированного металла после последовательного погружения его сначала в водный раствор "а", затем в водный раствор "б".
Например, для окрашивания в белый цвет применяют растворы:
а) свинец уксуснокислый, 10%-ный раствор,
б) сульфат натрия (глауберова соль), 10%-ный раствор;
в синий или голубой цвет:
а) железосинеродистый калий, 50%-ный раствор,
б) хлорное железо, 5-10%-ный раствор;
в золотисто-желтый:
а) гипосульфит, 5%-ный раствор,
б) свинец уксуснокислый, 5%-ный раствор;
в оранжевый:
а) калий хромовокислый, 2-3%-ный раствор,
б) азотнокислое серебро, 5-10%-ный раствор;
в желтый:
а) двухромовокислый калий, 2-5%-ный раствор,
б) свинец уксуснокислый, 10-15%-ный раствор;
в коричневый:
а) железосинеродистый калий, 2-5%-ный раствор,
б) медный купорос, 5-10%-ный раствор.
После адсорбиционного окрашивания детали промывают горячей водой и погружают на 2-3 мин в расплавленный воск или парафин, затем, еще горячие, протирают марлей.
Простейшая установка для гальванического покрытия металлических поверхностей
В ремонтной и любительской практике с успехом можно использовать миниатюрную безванновую гальваническую установку (рис. 17).

Рис. 17. Миниатюрная гальваническая установка
Она состоит из специальной кисти со щетиной (диаметр кисти 20-25 мм, корпус ее выполнен из органического стекла, внутрь которого заливается электролит), понижающего трансформатора на напряжение 12 В и ток 0,8-1 А или аккумулятора и соединительного шнура. Щетину кисти обматывают свинцовым (в крайнем случае облуженным медным) проводом. Полупроводниковый диод типа Д303-Д305 устанавливают на корпусе кисти. Один из проводов понижающей обмотки трансформатора соединяют с анодом диода, другой с помощью зажима "крокодил" - с покрываемой деталью. Катод диода соединяют с проводом обмотки кисти. Если применяется аккумулятор, диод не нужен.
Покрываемые детали очищают от ржавчины, грязи и жира, протирают сухой чистой тканью и обезжиривают в растворе, содержащем 100-150 г едкого натра, 40-50 г кальцинированной соды и 3-5 г жидкого стекла (силикатный клей) на 1 л. В зависимости от степени загрязнения детали выдерживают в обезжиривающем составе, нагретом до 80-100°С, от 15 мин до 1 ч. Чем ровнее и чище поверхность, тем прочнее будет гальваническое покрытие. Подготовленную деталь соединяют с обмоткой трансформатора, в кисть заливают электролит и включают питание. Равномерно перемещая кисть по поверхности детали, покрывают ее металлом, осаждающимся из электролита. Для получения покрытия достаточной толщины необходимо пройти кистью по одному и тому же месту 20-25 раз. Электролит доливают в кисть по мере его расходования. После нанесения покрытия деталь промывают в проточной воде и полируют в смоченной воде тканью, затем еще раз промывают и сушат. Для каждого вида покрытия приготовляют специальный электролит, составленный по следующим рецептам (в граммах на 1 л раствора):
Электролит для меднения
- Медный купорос (сернокислая медь) 200
- Серная кислота 50
- Этиловый спирт или фенол 1-2
- Электролит для никелирования
- Сернокислый никель 70
- Сернокислый натрий 40
- Борная кислота 20
- Хлористый натрий 5
Электролит для хромирования
- Хромовый ангидрид 250
- Серная кислота (уд. в. 1,84) 2,5
- Электролит для цинкования
- Сернокислый цинк 300
- Сернокислый натрий 70
- Алюминиевые квасцы 30
- Борная кислота 20
Электролит для серебрения
- Хлористое серебро свежеосажденное 3-15
- Железосинеродистый калий 6-30
- Сода кальцинированная 20-25
- Электролит для золочения
- Хлорное золото 2,65
- Железосинеродистый калий 15-50
- Сода кальцинированная 20-25
В 200-300 мл дистиллированной воды растворяют первое по порядку вещество, потом второе, третье и т.д., а затем доливают воду до 1 л.
Следует иметь в виду, что, хотя растворы и не содержат сильно ядовитых веществ, обращаться с ними во избежание ожогов и отравления следует с осторожностью. Растворы лучше всего хранить в темной стеклянной посуде с притертой пробкой.
Необходимо также учитывать, что не все покрытия хорошо ложатся на различные металлы. Например, для того чтобы покрыть никелем стальную деталь, ее предварительно покрывают тонким слоем меди, хром же хорошо сцепляется с никелированной поверхностью. Подслой меди перед никелированием или серебрением желательно осадить и на деталях, изготовленных из бронзы. Медные и латунные детали серебрят без подслоя меди.
Рецепты электролитов для гальванических ванн
Электролит для быстрого меднения
- Сернокислая медь (медный купорос) 250 г
- Серная кислота концентрированная 20 г
- Хромовый ангидрид 2 г
- Вода до 1 л
Рабочая температура от 18 до 25°С, рекомендуется перемешивание. Плотность тока 5 А/дм?.
Электролит для матового никелирования
- Сернокислый никель 217,5 г
- Хлористый никель 46,5 г
- Борная кислота 31 г
- Вода до 1 л
Рабочая температура, ванны 50-70°С, плотность тока 1,5-5 А/дм?, рН5.2- 5,8.
Электролит для никелирования (твердое покрытие)
- Сернокислый никель 150 г
- Хлористый аммоний 20 г
- Борная кислота 25 г
- Вода до 1 л
Рабочая температура ванны 50-60°С, плотность тока 2,5-5 А/дм?, рН 5,6-5,9.
Электролит для декоративного хромирования
- Хромовый ангидрид 400 г
- Серная кислота концентрированная 4 г
- Вода до 1 л
Рабочая температура 25-65°С, плотность тока 20-50 А/дм?.
Электролит для хромирования (твердое покрытие)
- Хромовый ангидрид 250 г
- Серная кислота концентрированная 2,5 г
- Вода до 1 л
Рабочая температура 25-65°С, плотность тока 20-50 А/дм?.
Электролит для лужения
- Оловяннокислый натрий 75 г
- Едкий натр 11,5 г
- Уксуснокислый натрий 25 г
- Вода до 1 л
Рабочая температура 65-70°С, плотность тока 2-4 А/дм?.
Электролит для серебрения
- Хлористое серебро 40 г
- Железосинеродистый калий (красная кровяная соль) 200 г
- Поташ 20 г
- Вода до 1 л
Температура электролита 20-80°С. Плотности тока 1-1,5 А/дм?. Анод из серебра.
Как рассчитать концентрацию раствора
Концентрация раствора характеризуется количеством того или иного вещества, растворенного в единице объема воды или другой жидкости. Концентрация раствора в подавляющем большинстве случаев должна быть строго определенной. Поэтому следует отказаться от составления растворов на глазок.
Концентрация растворов выражается:
1) в частях (например, 100 частей воды, 37 частей серной кислоты и 16 частей двухромовокислого калия) или
2) в процентах (например, 21-процентный водный раствор едкого калия). Иногда концентрация раствора выражается отношением (например, водный раствор серной кислоты 1:10; это означает, что нужно взять 1 часть серной кислоты и 10 частей воды). Во всех случаях (части и проценты) имеются в виду весовые соотношения веществ.
Для определения весовых количеств воды можно пользоваться мензуркой, считая число кубических сантиметров соответствующим числу граммов, а для химикалиев - аптекарскими весами (достаточна точность до 0,5 г).
Перерасчет водных растворов с процентов по весу на части.





